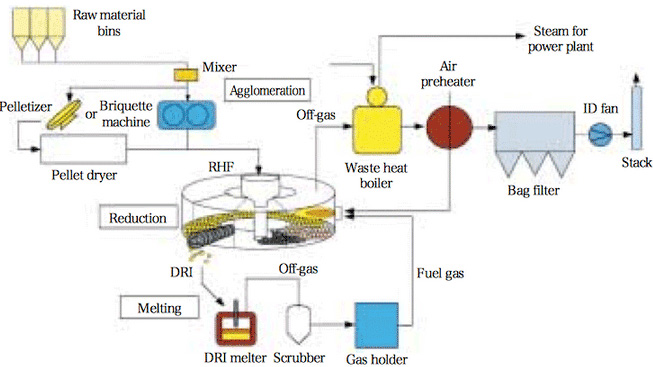
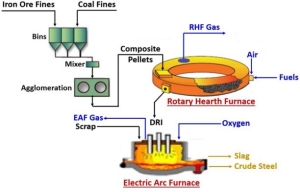
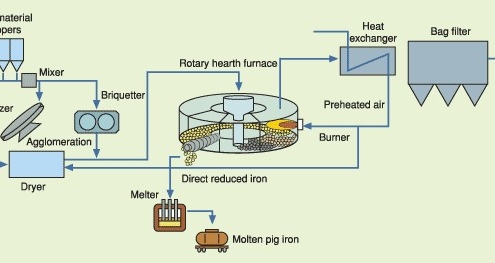
فرایند مایومی بر اساس کورهای با آتشدان گردان و بوته دوار است که گندلههای خام ساخته شده از مواد حاوی اکسید آهن و زغالسنگ کک شوی نرم شده جهت تولید آهن اسفنجی (بیشتر از 90%) داغ را احیا میکند. عملیات در دمای بالا و فشار محیط انجام میگیرد، زمان ماند مواد اولیه در کوره کم است (میباشد) و برای بازیافت مواد بازگشتی میتواند مورد استفاده قرار گیرد.
اکسید آهنی که به کوره مایومی شارژ میگردد به شکل گندله خام یا بریکت است که از اکسید آهن ریزدانه و زغالسنگ یا کک تشکیل شده است. عملیات پیش گرم کردن گندله تحت شرایط ایدهآل و تئوریک (دمای °C1288) روی میدهد. اکسید آهن با کربن جهت تشکیل آهن فلزی واکنش خواهد داد و گاز دیاکسیدکربن متصاعد میگردد. نسبت تئوری کربن به اکسید آهن 1/5 به 1 است.
نکته کلیدی فرایند، کنترل نسبت CO/CO2 برای به حداقل رساندن اکسایش دوباره آهن، مصرف کربن و زمان ماند در کوره است. هنگام عبور، گندلهها تا دمای°C1288 گرم میشوند که خشک شدن گندلهها، حذف مواد فرار زغالسنگ و احیای سنگآهن حین فرایند صورت میپذیرد. تماس مستقیم اکسید آهن با کربن در دمای بالا سبب انجام واکنش با سرعت بالا میشود. سپس محصول آهن اسفنجی داغ با روشهای مختلف به کورههای ذوب شارژ میگردد.
مزایای فرآیند:
توانایی استفاده از سنگآهن ریزدانه و یا قراضه آهن به عنوان ماده اولیه
عملکرد فرایند پویایی آهن بر اساس کوره با آتشدان گردان است که اکسید آهن کربندار را احیا میکند.
این فرایند به پنج بخش تقسیم میشود:
دریافت مواد اولیه
آماده سازی و آسیاب کردن زغال سنگ (احیاکننده) و سنگ آهن
گندله سازی
احیا در بوته دوار
ذوب شدن در کوره قوسی شناور
پس از ورود سنگآهن، رطوبت آن توسط گرمادهی گازهای خروجی از بوته دوار به کمتر از 5/. درصد میرسد.
سنگآهن سپس توسط جداکنندهها و سرندها مغناطیسی که برای کاهش میزان سیلیس است، جهت ذوب آماده میشود و سپس آسیاب شده تا اندازه ذرات 50% حجمی آن از 50 میکرون کمتر گردد.
زغالسنگ آسیاب شده تا اندازه ذرات 80% حجمی آن، از 80 میکرون کمتر شود. زغال سنگ و سنگ آهن آسیاب شده همراه با چسب و آب مخلوط شده و یه دیسکهای گندله سازی شارژ میگردد. گندلههای خیس به حدی خشک میشوند تا رطوبت آن کمتر از 1% شود و تا دمای 150 درجه در یک خشک کن چرخشی پیشگرم میشود. سپس گندلههای خام و خشک شده بهصورت لایهلایه با ضخامت 2/11-1 اینچ در بوته کوره قرار میگیرند.
کوره با بوته دوار که دارای هشت منطقه واکنشی است توسط گاز طبیعی روشن میگردد.
دما، جریان و ترکیب گاز جهت تأمین شرایط مناسب گرمادهی، احیا و حفاظت از گندلهها در یکی از مناطق احتراق کنترل میگردد. آهن اسفنجی خروجی از کوره در پایان دارای درجه فلز شدگی 85% است. اپراتور مسئول در این بخش، فلاکت، کک، سیلیس و یا دیگر مواد را به آهن اسفنجی در حال حرکت اضافه میکند تا در نهایت بتوان ترکیب سرباره را در کوره قوسی غوطهوری کنترل نمود.
سیستم گاز خروجی، گرما، گردوغبار، دیاکسید گوگرد و دیاکسید نیتروژن را از گاز خروجی جدا میسازد. یک مشعل ثانویه هرگونه منوکسید کربن باقیمانده در لوله مربوط به گاز خروجی که با آبخنک میشود را میسوزاند.
در خنککننده اولیه، گاز خنک شده و نیتروژنزدایی میشود. گاز خروجی جهت پیشگرم هوای احتراق و تأمین گرمای موردنیاز در خشککن گندله، زغالسنگ و سنگآهن استفاده میگردد.
گاز خروجی از خشککن گندله، فیلتر شده و قبل از آنکه از دودکش خارج گردد گوگردزدایی میشود، آهن اسفنجی و مواد افزودنی به درون لایه سرباره موجود در کوره قوس طبق نیروی جاذبه به محملی که ذوب روی میدهد، میریزد. متوسط درجه فلز شدگی در این منطقه 8/95% است. سرباره نیز از درون کوره به پاتیلهای حامل سرباره سرازیر میشود و به تجهیز مربوط به جمع آوری سرباره منتقل میگردد.
مزایای فرایند
استفاده از سنگآهن ریزدانه بهعنوان مواد اولیه
زمان احیای کم
قابلیت استفاده از گستره وسیعی از انواع مواد احیاکننده
هزینههای سرمایهگذاری ثابت کمتر نسبت به سایر فرایندهای احیای مستقیم بر پایه گاز طبیعی
محصول فولاد طویل را میتوان به میلهی کیفیت تجاری(MBQ) و میله کیفیت مخصوص(SBQ) تقسیم کرد.
فولادهای MBQ در اندازههای مشخص با محدودیتهای شیمیایی مناسب برای تامین مجموعهای از خواص برای جایی که مصرف نهایی غیر بحرانی است تولید میشود.
MBQ از بیلت های بدون قید و شرط ساخته میشوند. این میلهها ممکن است کنترلهای تلرانس آزادی داشته باشند و عیوب سطحی و داخلی در آنها گسترده باشد و به خوبی اندازهگیری نشده باشند فرآیند ساخت بر روی آن نوع میله میتواند شامل عملیات از نوع ملایم فرآوری خمش ،شکل دهی گرم، پانچکاری و جوشکاری باشد .هنجارهای کیفیت از نظر تخلخل داخلی ،درزهای سطحی نیز آزاد هستند.
میلهی کیفیت مخصوص یا همان SBQ اصطلاحی است که در صنعت محصول طویل استفاده میشود که در آن میزان تنش تضمین شدهای در کاربرد میتواند توسط فولاد برابر برآورده شود. آنها محصولات فولادی طویلی هستند که برای پاسخگویی به کاربردهای دشوار تولید میشوند.تلرانس تنش فولاد ارتقا مییابد که سطح بالاتری از ثبات و یکپارچگی را فراهم میکند. برای دستیابی به سطح مطلوب عملکرد ترکیب شیمیایی و تمیزی از نظر آخال ها فولاد جهت حصول خواص مکانیکی مطلوب بسیار مهم است در حالی که ترکیب شیمیایی به دست آمده مطابق اصول طراحی آلیاژ است.
فولاد ذاتی فرآیندهای تولید فولاد است و SBQ دارای حداقل ناهمگنی قابل قبول برای مشتری است. ناهمگنی در محصول فولاد شامل آخالهای غیر فلزی، جدایش ماکرو، جدایش میکرو و جاهای خالی میکرو یا ناپیوستگیهای است که در ریختهگری ایجاد شده و در طی فرایندهای بعدی تغییر شکل گرم ترمیم نیافتهاند. در مورد میله کیفیت مخصوص یک سطح پذیرش کمی شده و تضمین شدهی ناهمگنی در فولاد وجود دارد. از نظر کاربرد فولاد SBQ به دلیل میزان پایینتر مکانهای منشا عیوب در شرایط بسیار پر بارگذاری شده به کار میرود. از این رو چند مورد قطعات حساس به تضمین بالای ایمنی بحرانی که در آنها الزامات استحکام ،عمر و دوام خستگی وجود دارند، در این گروه قرار میگیرند .قطعاتی که تحت اعمال بار چرخشی تابیدگی و خمشی هستند نیاز به فولادهای SBQ دارند .فولادهای SBQ از نظر یکنواختی متالوژیکی و دقت ابعادی در راس طیف کیفیت قرار دارند. برخی از کاربردهای نهایی این فولادها ممکن است به کیفیت سطح برتر یا محدودیتهای شیمیایی مخصوص مشخصات متالوژیکی عملیات حرارتی یا تکمیل کاری سطح نیاز داشته باشند. کیفیت داخلی این فولادها از اهمیت زیادی برخوردار است، زیرا فعالیتهای ماشینکاری و خمش در مراحل بعدی فرآوری این فولادها انجام میشود.
برای دستیابی به کیفیت متالوژیکی مطلوب فولاد باید تمیز باشد. این باعث میشود مسیر تولید این فولادها کمی پیچیده باشد. فولاد با تمیزی بالا از طریق مسیر فولادسازی یکپارچه یا از طریق یک فرآیند تصفیه ثانویه اضافهی فولاد به دست میاد. در یک مینی میل ورودیهای به کوره قوس الکتریکی دارای مواد آهندار تمیزتر هستند.کیفیت و یکنواختی متالوژیکی داخلی با کاهش قابل توجه سطحی مقطع در طی فرآیند نورد به دست می آید. این فولادها به صورت شاخههایی با طول برش ثابت یا به صورت کلافهای سیم مفتول تولید میگردد.
بخشهای بازارSBQ
بخشهای بازار SBQ شامل فولاد کربنی، فولاد میکرو آلیاژی، فولادهای کم آلیاژی عملیات حرارتی شده، فولادهای ابزار و قالب فولادهای پر آلیاژی، فولادهای خوش تراش، فولادهای سختشوندهی سطحی و سختشوندهی سطحی و فولادهای ضد زنگ میشود. فولادها گردهای وظیفهای (برای انجام وظیفهی خاص) هستند که به اشکال مختلفی شامل میلههای با مقطع گرد چهارگوش (مربع) با گوشههای گرد، تسمه با گوشههای گرد، شش گوشهها، لولهها (تیوپها ) و اشکال خاص عرضه میشوند. این محصولات همچنین ممکن است شامل میلههای فولادی نبرد گرم شده یا میلههای فولاد نبرد سرد شده باشند. ابعاد دقیق خواص متالوژیکی و ترکیب شیمیایی فولادهای SBQ تضمین می شود. این فولادها دارای خواص مکانیکی برتر کیفیت سطح و داخلی بدون عیب (طبق استاندارد مربوطه) هستند.
محصولات خط تولید میلهی کیفیت مخصوص فولادیها منطبق با الزامات ویژهی مشتری از جمله موارد مرتبط با ترکیب شیمیایی،قابلیت چکش خوری، سختی ، نرمی (داکتیلیتی) و شرایط سطح فولاد است. فولادهای SBQ معمولا در طی فناوری بعدی ماشین کاری، فورج یا کشش سرد میشوند. گریدهای فولادی تحت عملیات حرارتی از قبیل سختکاری مستقیم، کربن دهی، سختکاری القایی و/ یا نیتروژن دهی قرار میگیرند. میلههای SBQ به عنوان مادهی اولیهی ورودی برای فرج قالب بسته یا فرج قالب باز، ماشین کاری مستقیم،عملیات سرکاری، کشش سیم ،اکستروژن یا عملیاتا بعدی و غیره ارائه میشوند.
فولادهای آلیاژی SBQ میزان بحرانی سختی و یا سختی پذیری، استحکام، نرمی ،چقرمگی، مقاومت به سختی، مقاومت به خستگی، مقاومت به شکست، مقاومت به سایش، قابلیت ماشین کاری و شکل پذیری را تامین میکند. چند گرید برای کاربردهای دمای بالا که به استحکام در دمای بالا خستگی حرارتی، خزش، اکسیداسیون و غیره نیاز دارند مورد استفاده قرار میگیرند. بخشهای بازار در ارتباط با موارد کاربردهای معمول فولاد SBQ نشان داده شده اند. انواع مختلفی از قطعات ساخته شده از فولادهای SBQ ذکر شده فولادها شامل فولاد کربنی، فولاد آلیاژی و همچنین فولادهای ضد زنگ هستند. میلهها در بخش حملونقل، بخش انرژی، بخشهای استراتژیک، دفاع هستهای و هوافضایی، صنعت نفت و گاز، صنعت ابزار و قالب صنعت معدن و ماشینآلات صنعتی و غیره مورد استفاده قرار میگیرد.
ویژگی های مورد نیاز در فولاد مخصوص:
فولادهای SBQ در هنگامی مورد نیازند که کیفیت خاص فولاد ورودی برای یک فرآیند ساخته همانند فرج گرم، فرج سرد، ماشین کاری، عملیات حرارتی و غیره مورد نیاز باشد. استفاده از میلهی کیفیت تجاری ممکن است به عدم موفقیت در دستیابی خواص هدف در کاربرد یا عیب بیش از حد در فرآوری منجر شود که ممکن است به خرابی قطعات بینجامد. فرآیند تولید SBQ باعث رفع تشکیل بیش از حد حفرهی انقباضی مرکزی ناهماهنگی ترکیب شیمیایی، عیوب سطحی و عیوب داخلی میشود. میلهها در هر مرحله از فرآیند تولید مورد بازرسی و آمادهسازی قرار میگیرند. فراوانی از درجهی عیوب سطحی تحت تاثیر ترکیب شیمیایی نوع فولاد به اندازهی میله است. گریدهای گوگرددهی شده، برخی از فولادهای آرام شدهی کم کربن و فولادهای فرآوری شده با بور به عیوب سطحی بیشتر حساس هستند.
برخی از مصارف نهایی یا رویههای ساخت قطعات میتوانند یک یا چند الزام اضافی را ایجاد کنند. این الزامات شامل سختیپذیری خاص، سالم بودن داخلی، درجهبندی آخلهای غیرفلزی و وضعیت سطح و ریزساختار و خواص توصیف شده در استانداردها هستند.
مشخصات کیفیت برای میلههایی که فقط یکی از این الزامات خاص نیز برای آنها اعمال شود، الزامات محدودکنندهی کیفیتی است. الزامات محدودکننده میتواند یک محدودیت خاص یا بیشتر باشند. الزامات محدودکننده چندگانهی میوههای SBQ مواردی هستند که برای آنها دو یا بیشتر مورد الزامات محدودکننده اعمال میشوند.
میلههای فولادی با کیفیت SBQ را میتوان از لحاظ روش اکسیژنزدایی بهصورت جوشان با قالب اینگات درپوش دار، نیمه آرام شده یا کاملا آرام شده تولید کرد. علاوه بر این مشخصات، ممکن است نیاز به تعیین اندازهی دانه آستنیتی، ریزساختار و خواص مکانیکی و ابعاد داشته باشند. اندازهی دانهی آستنیتی، ریز ساختار و خواص مکانیکی و ابعاد داشته باشد.
دامنهی استحکام کششی در فولادهای SBQ مشابه موارد قابل استفاده برای فولادهای MBQ است، در حالی که میتوان خواص مقاومت به شکست همانند ضربه یا چقرمگی شکست را افزایش داد. محدودهی اندازهی مشخصی برای فولادهای SBQ وجود ندارد. میلهها میتوانند دارای مقطع مربع، گرد، بیضی، نیمه بیضی، نیمه گرد، هشت ضلعی و سایر اشکال خاص همانند مقطع نیمه تمام تیرآهن باشند.
مشتری نیاز به ارائه پارامترهای کیفیتی خاص بسته به کاربرد نهایی خود با مقدار عددی بدون ابهام پذیرش دارد. برخی از پارامترهای معمول مورد درخواست برای کیفیت فولاد SBQ است.
تجهیزات معمول مورد نیاز پارامترهای حیاتی که باید کنترل شود و الزامات برای تعیین احراز فولاد در دستهبندی SBQ آورده شده اند. فولادهای SBQ باید قبولی انطباق با محدوده های باریک ترکیب شیمیایی و سطح بالاتر مشخصات مشتری را کسب کنند.
مشتری بیشتر از هزینهی تولیدکنندهی SBQ را از نظر عملکرد اساسی ارزیابی میکند. از نظر گرید میتوان حتی فولادهای کربنی ساده را با درجات عملکرد بالاتری تولید کرد.
در این مقاله برخی از مراحل مهم فناوری SBQ و پارامترهای حفظ کیفیت حیاتی در ساخت در کارخانههای تولید فولاد و چالشهای تولید فولاد ارائه شده است.
چالشهای تولید فولاد
میله کیفیت مخصوص یک محصول فولادی طویل است که با کیفیت تضمین شدهای توسط کارخانه تولید فولاد به مشتری خود تحویل داده میشود. این میلهها تلرانس بهبود یافتهای برای کاربردهای تنش بالا دارند و مورد درخواست برای ساخت قطعات تخصصی هستند. میلههای SBQ برای واحدهای فرآوری ساخت قطعات مانند فورج گرم بسته، اکستروژن گرم، فورج سرد، ماشین کاری، عملیات حرارتی ،عملیات جوشکاری طلب میشود. کیفیت نهایی قطعات واحد فرآوری ثانویه به کیفیت حفظ شده در انتهای تولید فولاد همراه با کیفیت حفظ شده در انتهای ساخت بستگی دارد. بنابراین کنترل کیفیت در هر یک از مراحل فرآیند تضمین میشود. بخشهای مختلف بازار ایجاد شده توسط بخش فولاد SBQ همواره در حال رشد و بازنگری است. کارخانههای فولاد برای تولید این فولادهای باکیفیت بالاتر نیاز به زیرساخت و قابلیت تکنولوژیکی مکفی دارند. در این مقاله برخی از مراحل مهم فناوری SBQ و پارامترهای حفظ کیفیت حیاتی در ساخت در کارخانههای تولید فولاد ارائه شده است.
کد مقاله/۴۰۲۳
https://rastapad.com/wp-content/uploads/2023/11/chalesh_folad.jpg600800کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2023-11-22 10:17:232023-11-22 10:17:23چکیدهای از چالشهای تولید فولاد
تکنیکهای سنتی تولید آهن با توسعهی فرآیندهای جدید که عمدتا با هدف کاهش هزینهی سرمایه انجام میشوند، به چالش کشیده شدهاند. Hismelt اخیرا اعلام کرد که یک کارخانهی تجاری با ظرفیت 800 هزار تن در سال در Kwinana، استرالیای غربی میسازد. فرآیند موسسهی آهن و فولاد آمریکا(AISI)، فرآیند ذوب تصفیهی مستقیم سنگ آهن(DIOS) و فرآیند Romelt به مرحلهای پیش رفتهاند که مرحله بعدی یک کارخانه نمایش یا تجاری است. در این فرآینده،ا محتوای گوگرد و فسفر بالاتر از محصول چدن خام مذاب کوره بلند پیشبینی شده است. اما از آنجا که روند مدرن حذف عمده گوگرد و فسفر از چدن خام با عملیات سرباره قبل از تسویه در کورهی بازی اکسیژن است، پیادهسازی این تکنولوژیهای جدید میبایستی تاثیر اندکی بر تولیدکننده فروآلیاژ داشته باشند.
محققینی اظهار داشتند که ملاحظات اقتصادی و استراتژیک درمورد فولادسازی در دههی گذشته تغییر کرده و همچنان تغییر خواهد کرد. آنها نشان دادهند که فرآیند فولادسازی پیوسته IRSID یا کورهی بهینهسازی انرژی ممکن است اساسا بهدلیل هزینههای سرمایهای پایینتر، جایگزینهای عملی برای روشهای سنتی کوره بازی اکسیژنی (BOF) و کورهی قوس الکتریکی (EAF) باشند. نشانههای اندکی وجود دارند از این که این فرآیندهای جدید جایگزین BOF و EAF در آینده قابل پیشبینی خواهند شد؛ اما حتی اگر چنین شود تاثیر بر تولیدکنندهی فروآلیاژ کم خواهد بود.
تکنیکهای جدید ریختهگری پیوسته تاثیر چشمگیرتری بر تامینکننده فروآلیاژ خواهد داشت .ماشینهای ریختهگری پیوسته اسلب نازک نسبت به ماشینهای ریختهگری معمولی حساسیت بیشتری به ترکیب شیمیایی دارند. ترکیب شیمیایی فولاد باید در پهنه باریکی کنترل شود تا از قابلیت ریختهگری و کیفیت محصول اطمینان حاصل شود و فرو آلیاژهای وارد شده در طی تصفیهی ثانویه باید از نظر کیفیت همگانی و ناخالصی با الزامات دقیق و کیفیتی مطابقت داشته باشند. از طرف دیگر، از میکرو جدایش در طی انجماد در فرآیند تسمهریزی (strip-casting) ممانعت میشود و در نتیجه، الزامات سختگیرانه ترکیب شیمیایی فولاد تا حدودی کاهش مییابد.
روند مدرن در تولید فولاد با کیفیت، حذف سیلیسیم فسفر و گوگرد در چدن خام مذاب قبل از تصفیه فولاد و افزودن عناصر آلیاژی در اواخر مسیر فرآوری ثانویه است. این رویه پیامدهای مهمی برای تولید کننده فروآلیاژ دارد. با وجود روند به سمت تولید فولاد تمیز، بیشترین توجه معطوف به فرو آلیاژهای گرید بالاتر با آلودگی کمتر گوگرد، فسفر، نیتروژن ،اکسیژن و هیدروژن است. توزیع اندازهی یکنواخت نیز مهم است. در فولادسازی مدرن، آلیاژی کردن به گونهای انجام میشود که عناصر آلیاژی فعال در اثر اکسیداسیون مجدد یا واکنش با گوگرد یا نیتروژن از بین نروند.
در مرکز توجه توسعه گریدهای جدید فولاد، کنترل دقیق خواص مکانیکی در پهنههای باریک قرار دارد. این هدف معمولا با تنظیم دقیق افزودن مواد آلیاژی حاصل میشود از آنجا که این افزودنها معمولا در اواخر زنجیرهی تصفیه ثانویه رخدادها انجام میشود، به فروآلیاژهای با خلوص بالا به همگن نیاز است. برای محصولات نوردی تخت، یکنواختی در کل تناژهای بزرگ، حتی برای عناصر جزئی، چالش فزایندهای را مطرح میکند. آلیاژی کردن با افزودنیهای کوچک تقسیم شده، در حدود چند گرم بر تن فولاد بهعنوان یک نیاز شناخته شده است و افزودن کوچک تنها با استفاده از تکنیکها تغذیهی سیم کاملا امکانپذیر است.
تهیهی آلیاژهای بهطور خاص متناسب با روشهای ویژه هر کارخانه، مستلزم همکاری نزدیک بین تولیدکنندگان فروآلیاژ و کارخانههای فولاد مشتری آنهاست. به بیان یکی از محققین در فضای کسبوکار امروز، مشتریان انتظارات بیشتری از تامینکنندگان خود نسبت به گذشته دارند. وی پیشنهاد میکند که رویکرد چهار رده ای به سمت راه حلی کلی، تعامل موثر را ارتقا خواهد داد؛ عملکرد فیزیکی محصول؛ تحویل سریع و کارآمد محصول؛ پشتیبانی موثر مشتری و در آخر، داشتن ماموریت شرکتی در اولویت قرار دادن نیاز مشتری. الزامات فرو آلیاژی تولیدکننده فولاد خاص کارخانه، فرآیند و محصولات فولادی است و اینکه تامینکننده فروآلیاژ درک عمیق و اساسی از الزامات فرآیند و محصول فولادسازان داشته باشد و در همکاری نزدیک با آنها برای راهحلهای خاص کار کند از بالاترین اهمیت برخوردار است.
https://rastapad.com/wp-content/uploads/2023/11/fro_alyaj-1.jpg600800کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2023-11-15 12:00:362023-11-15 13:02:47نتیجه گیری اصلاح آخال و کنترل شکل سولفید
گرچه توسعهها در تکنولوژی فولادسازی میتواند بر کارایی افزودن مواد آلیاژی تاثیر بگذارد اما الزامات واقعی برای عناصر آلیاژی عمدتا با تغییرات در الگوی خاص تقاضا برای انواع بسیار مختلف فولادیهای قابل دسترسی تعیین میشود. تناژ واقعی عناصر آلیاژی میتواند بهصورت متفاوتی تغییر کند و نیازهای آینده برای عناصر اصلی آلیاژی را نمیتوان به سطوح پیشبینی شده تولید کلی فولاد با هر میزانی از دقت مرتبط کرد. تولیدکنندگان فولاد به تولیدکنندگان فروآلیاژ مینگرند تا مقرونبهصرفهترین روش استفاده از فروآلیاژ را برای آنها فراهم نمایند، مانند تمام مشاغل تولیدی، فولادسازان هم باید با کمترین میزان ممکن موجودی کار کنند و بهطور فزایندهای خواستار انبارش امانی محمولهی فرو آلیاژها هستند. نمونهای از حذف نهتنها ذخیرهسازی بلکه یک استراتژی تحویل بهبود یافته را نیز میتوان در کارخانهی port Kembla شرکت bhp steel یافت.
سیلیسید کلسیم اکنون در ظروف فلزی درزبندی شده به کارگاه فولادسازی تحویل میشود تا اینکه مستقیما به دستگاه تزریق وصل شود. این ظروف درصورت نیاز از طریق ارتباطات موثر بین مصرفکننده و تامینکننده با اعلامیهی حمل کوتاهمدت به محل کارگاه فولادسازی عرضه میشود. این روش تحویل هزینههای قابل توجه نگه داشتن موجودی انبار و همچنین زیرساختهای زیستمحیطی عظیمی را که برای اطمینان از انطباق با مقررات زیستمحیطی در جابهجایی گردوغبار سمی مورد نیاز بود، حذف کرده است. همچنین از طریق ترکیبات مناسب مالی و انبارش امانی محمولهی فرو آلیاژها (نزد تولیدکننده فروآلیاژ)، همان کارگاه فولاد هزینههای ذخیرهسازی فرومنگنز را سالانه چندین میلیون دلار کاهش داده است.
در صنعت فولاد یک روند کلی برای کاهش ظرفیت تحقیقات داخلی وجود دارد و در نتیجه انتظار رو به یک افزایش است که تامینکنندههای فروآلیاژها نقش بزرگتری در فراهم آوردن پشتیبانی فنی ایفا نمایند. در بسیاری از موارد چنین پشتیبانی مخصوص هر مکان و کارخانه است و به همین دلیل بسیار مهم است که تامینکنندگان از نیاز مشتری جزئیات امکانات و رویههای تولید و همچنین تقاضای بازار اعمال شده توسط مصرفکنندگان فولاد آگاه باشند. برای مثال طراحی تفصیلی مخازن فروآلیاژ مورد استفاده برای تغذیهی آلیاژها به پاتیل در کورهی بازی اکسیژنی، ممکن است عامل محدودکنندهی اندازه و توزیع اندازهی فروآلیاژها برای قابلیت استفاده باشد.
کیفیت محصول و همگنی:
در برههای شرکت BHP Steel مشکل جدی با رشد ناکافی دانه در طی آنیل کاری در مسیر تولید فولاد الکتریکی داشت؛ این مشکل در محمولههای FeSi آلوده به تیتانیوم ردیابی شد. مشخص شد که رسوبات TiO2در مرزدانههای این فولاد الکتریکی حاوی 2_ 3 درصد Si از رشد موثر دانهها جلوگیری کرده است.
هنگامی که افزودن فروآلیاژها بهصورت اقتصادی میتواند در مرحلهی اولیه عملیات فولادسازی انجام شود، میتوان از فروآلیاژهای ارزان قیمت با مقادیر بالای کربن و سایر ناخالصها استفاده کرد. زیرا بیشتر عناصر ناخواسته در طی تصفیهی بعدی حذف میشوند اما حذف ناخالصی برای افزودنهای انجام شده در اواخر فرآیند فولادسازی کمتر عملی است و برای افزودنیهای به پاتیل حداقل است. از موارد پر اهمیت برای تولیدکنندگان فروآلیاژ روند مدرن تولید آهن اساسا خالص در مقادیر تناژ زیاد و سپس وارد کردن مجدد عناصر آلیاژی در مقدار دقیق در تخلیه، در تجهیز گاز زدایی در خلا یا در هر یک از مراحل ثانوی بعدی است.
برای محاسبهی مقدار دقیق فروآلیاژ که باید به فولاد اضافه شود تا در محدودهی باریک ترکیب شیمیایی مشخص شده برای هر عنصر باشد، لازم است که آنالیز فروآلیاژهای مورد استفاده بهطور دقیق معلوم باشد. آنالیزها باید در کل یک محموله یکنواخت و باید از یک محموله به محمولهی دیگر تکثیرپذیر باشند. چنین اطلاعاتی باید توسط تولیدکنندگان فروآلیاژ ارائه شود؛ گرچه کنترل دقیق کیفیت و همگنی فروآلیاژ درصورت افزودن آلیاژها در هنگام تخلیه حیاتی نیست اما درصورت افزودن همین فورآلیاژ و در آخرین مرحله تصفیه ثانویه غالبا در مقادیر تقسیم شده وضعیت بهطور چشمگیری تغییر میکنند. نمونهای از کنترل ترکیبی دقیق مورد نیاز برای دستیابی به خواص مکانیکی از پیش تعیین شده را میتوان در تولید فولاد عاری از عناصر بین نشین (IF) با 0.002 درصد یافت.
همهی ترکیبات فولاد با دقت تنظیم نمیشود، اما پیام کاملا واضح است؛ تولیدکنندهی فروآلیاژ ها باید به خلوص و همگنی محصول خود توجه زیادی نشان دهند. برای مثال تکنیکهای سنتی ریختهگری باید مورد بازنگری قرار گیرند تا اطمینان حاصل شود که جدایش باعث ایجاد تغییرات ناروا در ترکیب موضعی نمیشود و اینکه آلودگی اکسیژن یا نیتروژن در ریختهگری رخ نمیدهد. علاوه بر این جذب بیشتر اکسیژن و یا جذب رطوبت در هنگام حمل و جابهجایی باید از بین برود. هیدروژن بهطور موثری از فولاد مذاب در حین عملیات خلا حذف میشود اما فقط حدود 30 درصد هیدروژن را میتوان حذف کرد. به همین دلیل آلودگی نیتروژن بسیار جدی است؛ علاوه بر این اهمیت زیادی دارد توجه شود که تمام هیدروژن و نیتروژن وارده به فولاد پس از گاز زدایی در خلا در فولاد باقی میماند. در واحدهای ریختهگری پیوسته در آمریکا تایید صلاحیت یا حذف تامینکنندگان آلومینیوم براساس کیفیت و یکنواختی محصول آنها یک روش استاندارد بوده و کاملا محتمل است.
اندازه و توزیع اندازه:
زمان افزودن مواد آلیاژی به فولاد مذاب ازجمله به مسیر فرآیند، تدارکات کارگاه، نقطهی ذوب فروآلیاژ، نوسانات و میل ترکیبی آن به اکسیژن بستگی دارد. افزودن مواد آلیاژی ممکن است بهصورت افزودن فلهای به کورهی فولادسازی یا پاتیل هنگام تخلیه؛ یا تزریق پودر به داخل پاتیل یا با تغذیهی سیم به پاتیل تندش یا حتی قالب انجام شود. درتحلیلی آمده است که افزودن فلهای مواد درشت بهعنوان انتخاب اول فولادساز همچنان ادامه خواهد داشت؛ به شرط آن که بتوان به بهرهدهیهای خوبی دست یافت. اندازهی فروآلیاژها باید به گونهای باشد که مواد بتوانند در زمان اختلاط آشفته ایجاد شده توسط جریان تخلیه حل شوند. اثر شناوری باعث میشود که افزودن فلهای مواد سبک به پاتیل پس از تخلیه جذاب نباشد اما روش برتر برای افزودن مواد آلیاژی معرفی شده است. در این روش که تنظیم ترکیب توسط سیستم دمش آرگون درزبندی شده نامیده میشود، گاز آرگون از طریق توپی متخلخل یا لنس غوطهور به داخل فولاد مذاب دمیده میشود.
بهطور کلیتر موادی که چگالتر از آهن هستند میتوانند بهصورت کلوخه اضافه شوند؛ در حالی که مواد با چگالی کمتر از آن به روشهای فروبری یا تزریق پودرها در جریان گاز نیاز دارند. سپس یکنواختی ترکیب ناشی از افزودن این آلیاژها به فولاد به نقاط ذوب مواد افزودنی، به اندازهی کلوخهها و میزان همزنی پاتیل بستگی دارد. محققینی سینتیک انحلال فروآلیاژ را بهطور سیستماتیک مطالعه نموده و دو دسته فروآلیاژ را تعریف کردند: کلاس I با نقاط ذوب زیر دمای فولاد مذاب و کلاس II با نقاط ذوب بالاتر از دمای فولاد مذاب. نتایج آنها درمورد سینتیک انحلال توسط کارهای دیگران پشتیبانی شد.
محققینی نشان دادهاند که زمان لازم برای ذوب شدن دوبارهی پوسته ابتدا منجمد شده در اطراف قطعات فرورفته فرو آلیاژها بیشتر زمان انحلال در مذاب فولاد را تشکیل میدهد. زمان انحلال برای فروآلیاژها با ذوب پایینتر از فولاد توسط زمان ذوب شدن برگشت پوستهی اولیه تشکیل شده تقریب زده میشود که نشان میدهد سنتیک انحلال برای چنین آلیاژهایی توسط انتقال حرارت کنترل میشود. از طرف دیگر زمان انحلال برای فروآلیاژها با نقطهی ذوب بالاتر از فولاد بیشتر از زمان سرخ شدن برگشتی پوستهی منجمد شدهی فولادی که از ملاحظات انتقال حرارت پیشبینی شده است. ازاینرو سینتیک انحلال این فروآلیاژ نهتنها توسط ذوب شدن برگشتی پوسته منجمد بلکه همچنین توسط فرآیند انتقال جرم پس از ذوب شدن کامل پوستهی اولیه کنترل میشود.
تغذیه سیم آلیاژها با استفاده از تکنیکهای سیم مغزهدار برای افزودن آن دسته از عناصر آلیاژی است که چگالی کمتری نسبت به فولاد دارند و یا دارای حلالیت محدود فشار بخار بالا و میل ترکیبی زیاد به اکسیژن هستند. تکنیک سیم مغزهدار امکان میدهد تا مقدار آلیاژ تغذیه شده به فولاد با دقت بالا تنظیم شود و ترکیب فولاد را در محدودهی باریکی تنظیم کند. تزریق پودر زیر سطحی در فولاد مذاب ذاتا دارای ویژگیهای انتقال حرارت و جرم خوبی است و میتواند بهطور موثری برای افزودن بیشتر عناصر آلیاژی استفاده شود.
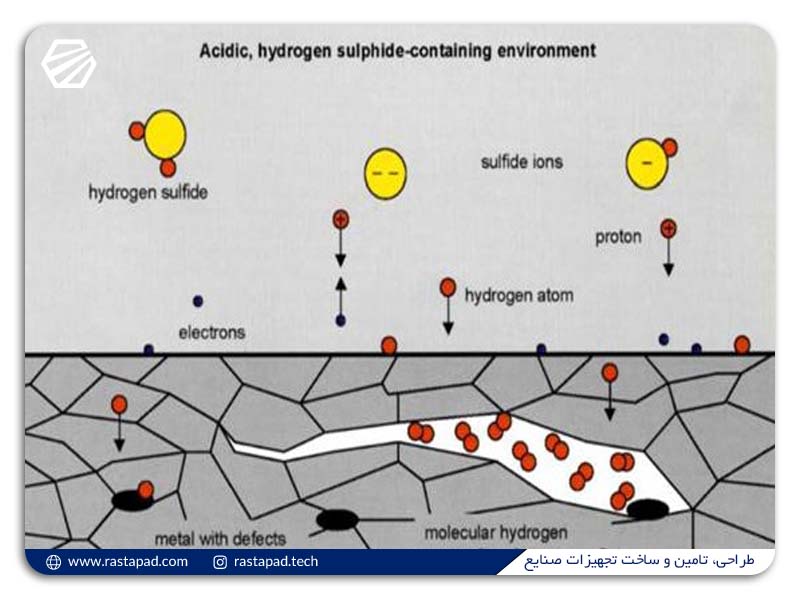
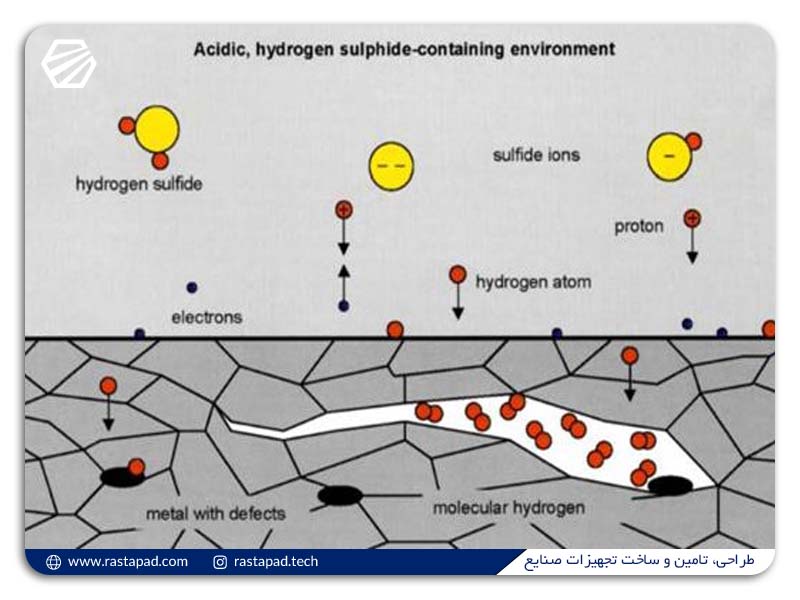
اصطلاح آخال و کنترل شکل سولفید:
افزودن کلسیم به فولاد در اکثر کارگاههای فولادسازی که در آنها اکسیژن زدایی با آلمینیوم انجام میشود، روشی معمول بوده و هدف آن اصلاح آخالهای آلومینا است تا از گرفتگی نازل در طی عملیات ریختهگری پیوسته جلوگیری کند. افزودن کلسیم که معمولا بهعنوان اصلاح آخال شناخته میشود آخالهای آلومینا و سیلیکا به آلومیناتهای کلسیم یا سیلیکات کلسیم مایع تبدیل میشود. این آخال های مایع بهدلیل اثرات کششی سطحی کروی شکل هستند، علاوه بر این در فولادهای کم گوگرد فرآوری شده با کلسیم از رسوب کردن مرزدانهای در طی انجماد در نتیجهی رسوب کردن گوگرد بهصورت کمپلکس بر روی آخالهای آلومینات کلسیم ممانعت میشود. میزان دستیابی به کنترل شکل سولفید در فولاد فرآوری شده با کلسیم به میزان اکسیژن کل گوگرد و کلسیم فولاد بستگی دارد.
از موارد پر اهمیت برای تولیدکنندهی فروآلیاژ این واقعیت است که گوگرد فولاد مذاب حذف میشود یا با تسویه چدن خام مذاب یا عملیات بعدی و پرهزینهتر آن با سرباری مصنوعی در پاتیل قبل از افزودن کلسیم. بنابراین چنانچه افزودنیهای فروآلیاژی حاوی گوگرد پس از افزودن کلسیم وارد شوند، کنترل شکل سولفید امکانپذیر نخواهد بود.
https://rastapad.com/wp-content/uploads/2023/11/fro_alyaj.jpg600800کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2023-11-08 14:46:572023-11-08 16:39:23پیامدهایی برای صنعت فروآلیاژها
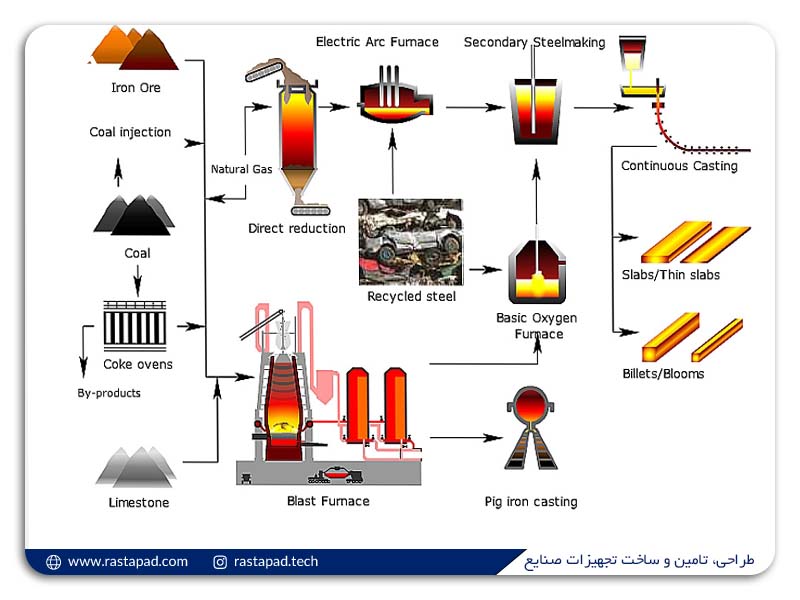
هنری بسم فولادسازی پنوماتیک را در سال 1856 معرفی کرد و قیمت فولاد از 50 پوند برتن به 7 پوند برتن کاهش یافت و عصر فولاد آغاز شد و فولاد جایگزین آهن کار شده بهعنوان مادهی مهندسی شد. اندکی پس از آن که بسمر فرآیند خود را معرفی کرد کوره آتشدان باز قلیایی نیز معرفی شد و تا اواسط دههی 1960 بر تولید فولاد مسلط بود. کنورتور اکسیژنی با دمش بالا یا فرآیند بازی اکسیژنی در اواسط دههی 1950 توسعه یافت و بدن امکانات دمشق از پایین نیز اضافه شد. در چند دههی گذشته اخیر فرایندکورهی آتشدان باز قلیایی تقریبا بهطور کامل با فرآیندهای مختلف فولادسازی دمش اکسیژن از بالا و پایین یا ترکیبی جایگزین شد و بهصورت سنتی فولاد مذاب در مجتمعهای یکپارچهی تولید فولاد با شروع سنگ آهن و کک یا مسیر کوره قوس الکتریکی با بازیافت قراضه تولید شد.
کیفیت فولاد تولیدشده در EAF توسط میزان باقیمانده عناصر فلزی از قبیل مس، نیکل و قلع موجود در بار قراضه محدود میشود اما استفاده از آهن HBI آهن اسفنجی و چدن خام مذاب باعث افزایش قابل توجهی دامنهی کیفیت محصول شد، اکثر EAf مدرن از ترکیبی از مشتها تزریق پودر ذغال و تزریق اکسیژن بهعنوان مکمل انرژی الکتریکی ورودی استفاده میکنند. امروزه تولید فولاد در 1 سال بیش از مجموع این فلز در 10 سال تولیدشده است و فولاد در کارخانههای یکپارچه با فرآیند بازی اکسیژنی و در مینی مینها از طریق تکنولوژی EAFتولید میشود. بطور سنتی کارخانههای یکپارچهی فولاد بر بازار نوار ورقهای فولادی با کیفیت بالا تسلط داشتند در حالی که مینی میلها گریدهای معمولی را تولید میکردند و با معرفی ریختهگری اسلم نازک مرزهای تمایز تولیدکنندگان یکپارچهی فولاد متمرکز بر بازار نورد محلات تخت از مینی میل ها که به طور سنتی محصولات طبیعی تولید میکردند از بین برده است. ریختهگری اسلم نازک بهطور موثری بازار محصولات تخته نوردی را برای مینی میلها باز میکند، زیرا با کوچک شدن اندازهی دستگاه ریختهگری ضمن حذف نبرد مقدماتی هزینههای سرمایه بهشدت کاهش مییابد. این انقلاب در فولادسازی با توجه به همان اندازه مهیج است که در تکنولوژی ریختهگری نوار 2 غلتکی بوده است.
سادهسازی بزرگ فرآیند نسبت به ریختهگری معمولی و اسلب نازک پیشبینی شده است. سرعت بالای انتقال حرارت و انجماد سریع که در دستگاه ریختهگری دو غلتکی اتفاق میافتد ریزساختاری متفاوت از هر فرآیند ریختهگری فولاد تولید میکند؛ مسئلهای که برای تولیدکنندهی فروآلیاژ از اهمیت اساسی برخوردار است این است که طیف گستردهای از خواص مکانیکی را میتوان از طریق یک ترکیب شیمیایی واحد با تغییرات سرعت ریختهگری نورد گرم و سرد و عملیات حرارتی به دست آورد و از ماکرو_ جدایش ناخالصیها در فرایند نوار ریزی در نرخ انجماد به بالا بهطور قابل توجهی ممانعت میشود و ازاینرو ممکن است منتج به تلرانس بیشتری برای عناصر خانا خالصی شود که خواص مکانیکی محصولات فولادی فرآوری معمولی را تخریب میکنند کنترل دقیق خواص مکانیکی محصول فولادی بدون کنترل شیمیایی دقیق فولاد که در حال حاضر مورد نیاز این صنعت است. تاثیر انقلابی بر صنعت فولاد و بهطور ضمنی همچنین بر صنعت فروآلیاژها خواهد داشت.
تکنولوژیهای مدرن تولید فولاد:
بهبودهای چشمگیری در تکنولوژی فرآوری فولاد از طریق درک بنیادی مکانی و سرعت واکنشهای فلز درباره گاز امکانپذیر شده است. روند فعلی در کارخانههای یکپارچه فولادسازی حذف عمدهی گوگرد و فسفر از فرآورده شدن خام مدام کوره بلند قبل از انجام کربنزدایی در کنترل بازی اکسیژنی پس از کربنزدایی حذف هیدروژن تنظیم آلیاژ نهایی و همچنین حد و اصلاح خالها ازطریق انواع تکنیکهای تسویه ثانویه حاصل میشود. چدن خام مذاب تنها در صورتی میتواند فسفورزدایی شود که حاوی کمتر از 15 درصد Si باشد و به همین دلیل سیلیسیمزدایی قبل از فسفرزدایی حائز اهمیت است. مزایای اضافی حذف عمدهی سیلیسیم از چدن خام مذاب این است که حملهی شیمیایی و پوشش نسوز بازی کنترل اکسیژنی BOF به کمترین میزان میرسد و حداقل مقدار مواد سرباره ساز مورد نیاز است؛ در نتیجه بهرهدهی فرآیند به حداکثر میرسد و از طرفی دیگر کاهش محتوای سیلیسیم چدن خام مذاب مانع استفاده از ارزش حرارتی ناشی از اکسیداسیون سیلسیم میشود و ازاینرو ظرفیت ذوب قراضهی کنتور بازی اکسیژن را کاهش میدهد.
در بعضی از کارخانهها مراحل حذف سیلیسیم و فسفر در ظروف کنتور اکسیژن با اندازهی کامل اتفاق میافتد و چدن مذاب حاوی کربن حاصل شده پس از جداسازی سربار فرآیند اولیه وارد کنورتور دوم برای حذف کربن با دمش اکسیژن منتقل میگردد. در این توالی سرباره ظرف دوم بهعنوان سرباری اول برای مرحلهی اول استفاده می شود و محیط بسیار اکسیژن کننده در کنتور اکسیژن قابلیت حذف گوگرد این فرایند را محدود میکند از این رو گوگرد باید در چدن خام مذاب یا پس از دمش کربن در کورتو حذف شود. حذف گوگرد از فولاد بسیار پر هزینه است و از این رو تکنیکهایی برای انجام گوگردزدایی عمدهی شدن خام مذاب توصیه یافته بوده و بسته به مواد اولیه موجود محتوای گوگرد شدن خواب مذاب به طور معمول میتواند درصدی متغیر داشته باشد و از طریق گوگرد زدای بیرونی محتوای گوگرد را کمتر کند.
در کنتورهای دمش از پایین که یک دهه پس از ابداع کنتور اکسیژن بازی دمش از بالا توسعه داده شدهاند، اکسیژن از طریق چند روند نصب شده در پایین مخزن مذاب وارد میشود. هر دمنده از دو لولهی هممرکز تشکیل شده که اکسیژن از لولهی مرکزی و خنککننده هیدروکربنی ازطریق فضای بین لولهها عبور میکند. با معرفی دمش ترکیبی دوران جدیدی در فولادسازی پنوماتیک اتفاق افتاد؛ این تکنیک که بهطور گستردهای برای فولادسازی کربنی به کار رفته شده است شامل یک لنس دمش از بالا و یک روش هم زنی از پایین است، تفاوتهای چیدمانی در دمش ترکیبی اصولا در تویرهای پایین یا اجرای نفوذپذیر است؛ در مخزن دمش مخلوط واکنش اکسیژن کربن نزدیکتر به تعامل پیش میرود بهدلیل همزنی موثرتر که امکان تولید کنترل شدهی فولادهای بسیار کم کربن را فراهم میسازد و در عین حال مزیت سرعت واکنش بالا در دمش ترکیبی از بین نمیرود؛ درباره در این فرایند کمتر اکسیدی میشود و بهرهدهی متالوژی بالاتر و بازیافت قابل ملاحظهی بهتر منگنز منتج میگردد.
فرآیند دمش ترکیبی، این مقدار اضافی منگنز بهصورت فرو منگنز اضافی به پاتیل شارژ میشود. به شرطی که مقدار سیلیسیم، فسفر و گوگرد شدن خام قبل از شارژ شدن خام مذاب به کنتور به میزان قابل توجهی کاهش یابد میتوان بهطور معمول 350 تن فولاد مذاب در 10 دقیقه در یک کنورتور بازی اکسیژنی مدرن کربنزدایی کرد. معرفی تصفیهی پاتیلی بهدنبال کربنزدایی در کنتور اکسیژنی یا کوره قوس الکتریکی تاثیر قابل توجهی بر فرآیند تولید فولاد داشته است. علاوهبر این اجرای تسویهی پاتیلی فولادسازان با کوره قوس الکتریکی را ساخته است، تا کورههای خود بهعنوان ذوبکننده سریع و بدون نیاز به انجام تصفیه در کوره استفاده کنند. بهعلاوه تصفیه پاتیلی و گازداری این امکان را برای فولادسازی فراهم میکند و از طریق بهبود دقت در ترکیب محصول و همچنین تمیزی آن توسط توانایی کنترل مورفولوژی آخال، کنترل بسیار دقیقتری بر خواص محصول نهایی اعمال کند.
ویژگی اصلی متالوژی ثانویه عبارتند از:
کنترل دمای ذوب توسط گرم کردن طولانی از طریق تامین انرژی شیمیایی
کربنزدایی نهایی و حذف موثر هیدروژن توسط عملیات خلا
حذف گوگرد و فسفر در محدودهی PPm با استفاده از سربارههای مصنوعی
تنظیمات ترکیبی با تنظیم دقیق توسط فروآلیاژها
اکسیژنزدایی و حذف آنها با دمش گاز آرگون و شستشوی سرباره
اصلاح مورفولوژی آخال با عملیات افزودن کلسیم
از مواد پر اهمیت، بازیابی بسیار زیاد اکسیژنزاها و افزودنیهای فرو آلیاژی است که میتوان با استفاده از عملیات خلا قابل تحقق شود.
https://rastapad.com/wp-content/uploads/2023/11/tolid_folad.jpg600800کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2023-11-01 13:11:452023-11-01 13:12:37تکنولوژی تولید فولاد
ریزساختار فولادهای دوفازی DP از فریت نرم و بین 20 تا 70 درصد حجمی آنها از بینینیت یا مارتنزیت تشکیل شده است. فاز فریت نرم پیوسته نرمی بسیار خوبی را ایجاد میکند، اما هنگامی که فولاد تغییر شکل پیدا کند کرنش در زمینهی نرم فریت متمرکز میشود و باعث میزان کار سختی بالای منحصر به فرد آن می شود. کربن سیلیسیم و فسفر مارتنیزت را مستحکم میکنند در حالی که منگنز، کروم ،مولیبدن وانادیوم و نیکل بهصورت جداگانه ترکیبی برای افزایش سختیپذیری در حدی اضافه میشود که مارتنز بتواند با سرعت خنکسازی عملی تشکیل شود.
مواد افزودنی آلیاژی با دقت موازنه میشوند تا در ترکیب با فرآوردههای ترمومکانیکی انتخاب شده و خواص مورد نیاز را فراهم سازند.
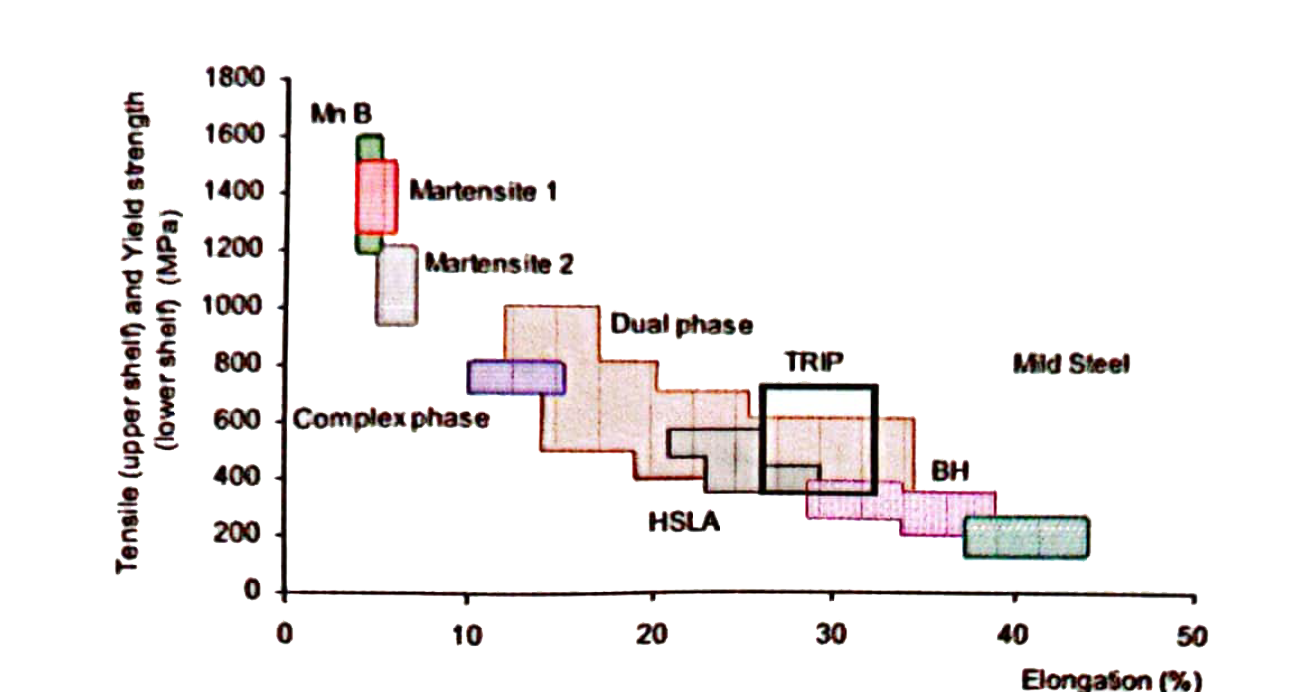
گریدهای نوظهور فولاد نوع ایکس 80x برای استفاده بهعنوان فولاد خط لوله توسعهیافته است که برای اهداف کشتیسازی مورد توجه قرار گرفته است. همین فولاد برای استفاده در سکوهای نفتی در دریا نیز مورد توجه قرار میگیرد. در دههی 2000 رویکردهای جدیدی برای توسعهی فولادهای با استحکام بالا در اروپا مطرح شده است؛ همچنین نشان دادهاند که مصرف فولادهای با استحکام بالا در اروپا در حال افزایش هستند. 22 درصد از فولاد مورد استفاده در یک خودروی جدید دارای استحکام کششی است و جالب این که 20 درصد کاهش وزن خودروی پروشه مدل 928 از طریق یک برنامهی توسعهی مشترک بین انستیتو فولاد آلمان و شرکت خودروسازی با بهرهگیری از خواص منحصربهفرد فولاد میکروآلیاژی حاوی NV به دست آمده است
گریدهای نوظهور فولاد
فولادهای دوفازی
فولادهای با پلاستیسیته ناشی از تغییر فاز(TRIP)
فولادهای فاز کمپلکس (CP)
فولادهای مارتنزیتی (مارت)
فولادهای دوفازی
در صنعت ساخت و ساز فلزی بازارهای جدید برای سازههایی که فولاد مخصوصا برای آنها مناسبت توسعه پیدا کردند طراحی متالوژیکی با هدف کاهش میزان کربن این فولادها با افزایش منگنز برای افزایش استحکام زمینه استفاده از آلومینیوم و نیوبیوم برای دستیابی به ریز کردن دانه و وانادیوم برای سخت کردن رسوبی انجام میشود.گریدهای نوظهور فولاد برای استفاده در زیرساختهای بزرگ مانند پلهای معلق که به استحکام کششی نهایی بیش از 1800 ام پی ای نیاز دارند نیز در حال توسعه هستند و و از زمان برنامهی یو ال اس ای بی کاتالوگ گریدهای فولادی قابل دسترسی تجاری برای تولیدکنندهی خودرو به انواع جدید از فولادهای با استحکام بالا که معمولا بهعنوان فولادهای پیشرفتهی دارای استحکام است شناخته میشوند.
این فولادها برای بدنهی خودرو نمونهی اولیه در برنامهی مفهومی خودروی پیشرفتهی معروف به برنامهی ULSAB_AVC در دسترس قرار می گیرند.
طیفی از فولادهای انتخاب شده برای سازهی بدنه ULSAB_AVC را نشان می دهد، متالوژی پایه و تکنولوژی فراوری فولادهای معمولی که کم استحکام و استحکام شده است اما مراجعه مختصر به این فولادها به دلیل متالوژی و فراوری تا حدودی جدید آنها مناسب است.
پیدایش گریدهای جدید فولاد عمدتا ناشی از نیاز به تولید فولاد با کیفیت بالا با قیمت رقابتی است. اهداف اصلی از دستیابی به خلوص فوقالعادهی بالا و تمیزی فوق العاده بالا و تمیزی بسیاری است ، از آنجا که فرو آلیاژها در طی یا بعد از مرحلهی تصفیه اضافه میگردند تکنولوژیهای تولید تصفیهکنندهی ثانویهای یا پاتیلی مورد توجه ویژهی تولیدکنندهی فرو آلیاژها هستند.
فولادهای با پلاستیسیته ناشی از تغییر فاز(TRIP)
ریز ساختار فولادیها تی آر آی پی همانند فولادهای 2 بازی از 1 زمینهی فرتی پیوسته پراکنده با ذرات فاز ثانویهی سخت بینیت یا مارتنز تشکیل شده است اما علاوه بر این این فولادها حاوی آستنیت باقی ماندهی بیش از 5 درصد حجمی نیز هستند. اگر دمای پایان مارتنیزت فولاد زیر دمای محیط باشد آستنیت میتواند باقی بماند.
در طی تغییر شکل پراکندگی فازهای ثانویه سخت در فریت نرم نرخ کار سختی زیاد را همانند مورد فولادهای DP ایجاد میکند. علاوه بر این آستنیت باقی مانده با افزایش کرنش به تدریج به مارتنزیت تبدیل میشود در نتیجه نرخ کار سختی را فراتر از فولادهای DP افزایش میدهد،اگر در دمای پایین مارتنزیت فولاد زیر دمای محیط باشد آستنیت میتواند واقعی بماند ترکیب فولادهای TRIP مشابه فولادهای DP است اما در فولادهای TRIP از طریق افزودن کربن سیلیسیم و یا آلومینیوم در غلظتهای بالاتر از فولادهایDP دمای Ms را کاهش میدهد.
فولادهای فاز کمپلکس (CP)
فولادهای فاز کمپلکس از یک ریز ساختار فریت بسیار ریزدانه حاوی بخش بزرگی از فازهای سخت تشکیل شدهاند که استحکام آنها با رسوبات ریز بیشتر میکند یا از عناصر آلیاژی مشابه در فولادهای DP وTRIP استفاده میکنند اما همچنین حاوی نیوبیوم، تیتانیوم و یا وانادیوم هستند تا رسوبات ریز کاربرد آلژی را تشکیل دهند.در شرایط تغییر شکل با نرخ کرنش بالا،مانند یک تصادف فولادهای CP در مقایسه با سایر فولادهای AHSS جذب انرژی برتری را نشان میدهد و مصرف کننده های کاندید برای آن تقویت کننده سپر و ستون را تشکیل میدهند.
فولادهای مارتنزیتی (مارت)
در فولادهای مارتنزیتی آستنیت که در طی نبرد گرم و آنیل کاری وجود دارد در طی کوانچ کردن تقریبا به طور کامل به مارتنزیت تبدیل می شود .کربن به فولادهای مارتنزیتی اضافه میشود تا سختی پذیری فولاد و استحکام مارتنزیت را افزایش دهد. منگنز سیلسیوم، کروم ،نیکل، مولیبدن،بورو و وانادیوم نیز در ترکیبات مختلف برای افزایش سختی پذیری و از این رو به منظور دستیابی به خواص مکانیکی مطلوب افزوده میشوند.
نه صنعت خط لوله و نه صنعت خودرو هر چند عمده مصرف کنندگان فولاد اما به هیچ وجه تنها صنایع نیستند که توسعهی فولادهای جدید را ترویج میکنند. در وضعیت فعلی خواستههای مطرح شدهی مشتری صرفا به منظور نشان دادن فلسفهی اتخاذ شده در توسعهی انواع جدید فولاد است.
تولیدکنندهی فروآلیاژ علاوه بر تجزیه و تحلیل تقاضای بازار برای محصولات خود باید بر تغییر یا تکنولوژیهایی تولید فولادو چگونگی تاثیر این تغییرات در صنعت خود نیز تمرکز کند، بنابراین ارزیابی تکنولوژی مدرن فولادسازی از این دیدگاه و در نظر گرفتن جزئیات بیشتر نحوهی پاسخ فولادساز در حال تولید در بازار رقابتی از نظر خواص قیمت و کیفیت دارای اهمیت است.
سیستم گریدهای فولاد SAE یک سیستم شماره گذاری آلیاژ استاندارد برای گریدهای فولادی است (با نام: SAE J1086 – Numbering Metals and Alloys) که توسط SAE International ایجاد شدهاست.
در دهههای ۱۹۳۰ و ۱۹۴۰، مؤسسه آهن و فولاد آمریکا (AISI) و SAE هر دو در تلاش برای استانداردسازی چنین سیستمی برای شماره گذاری فولادها بودند. این تلاشها مشابه بود و بهطور قابل توجهی با هم تداخل داشتند. برای چندین دهه این سیستمها به یک سیستم مشترک که گریدهای فولاد AISI/SAE را تعیین میکرد، متحد شدند. در سال 1995 AISI نگهداری سیستم را برای آینده به SAE واگذار کرد، زیرا AISI هرگز هیچکدام از مشخصات فنی را ننوشت.
امروزه در پیشنهاد قیمتها و گواهینامههای صادر شده به هر دو عبارت SAE و AISI منتقل میشود و معمولاً تفاوت خاصی بین آنها نیست. برای مثال در یک گواهینامه صادرشده یک میله فلزی شاید به “۴۱۴۰” بهصورت”AISI 4140″ یا “SAE 4140” تبدیل می شود.تقریباً در تمام فعالیتهای صنعتی، درصورتیکه لازم باشد طراح در گواهینامه گواهی شده باشد، (برای مثال “میله ۴۱۴۰ مطابق با ASTM-A108” یا “میله ۴۱۴۰ مطابق با AMS 6349”) هر دو مورد برابر و قابل قبول است.
مطابقت سیستم گرید فولاد SAE با سایر سیستمهای شمارهگذاری آلیاژها، مانند سیستم شمارهگذاری واحد (UNS) ASTM-SAE، در جداول مراجعه-متقابل (cross-referencing) مشاهده میشود.
طبقهبندی عمده فولاد:
نماد SAE
نوع
1xxx
فولادهای کربنی
2xxx
فولادهای نیکلی
3xxx
فولادهای نیکل-کروم
4xxx
فولادهای مولیبدنی
5xxx
فولادهای کرومی
6xxx
فولادهای کروم-وانادیم
7xxx
فولادهای تنگستنی
8xxx
فولادهای نیکل-کروم-مولیبدن
9xxx
فولادهای سیلیسیم-منگنزی
سیستم AISI یک پیشوند حرفی است که برای نشان دادن ساخت فولاد استفاده میشود، پیشوند “C” نمایانگر کوره آتشدان روباز، کوره قوس الکتریکی یا کوره اکسیژن قلیایی است.
در دههی 2000 رویکردهای جدیدی برای توسعه فولادیها با استحکام بالا در اروپا مطرح شد که در آن مصرف فولاد با استحکام بالا افزایش پیدا کرده بود.
در صنعت ساخت و ساز فلزی بازارهای جدیدی برای سازههایی که فولاد مخصوص آنها است توسعه پیدا کردهاند و طراحی متالوژیکی با هدف کاهش میزان پروانه این فولادها زمینه استفاده از آلومینیوم و نیوبیوم برای دستیابی به ریز کردن دانه و وانادیوم برای سخت کردن رسوبی انجام میشود سختی این ضخامت را بهبود بخشد.
از طرفی در سال ۷۰، فولاد مبارکه در حدود ۱۰۰ گرید فولادی را تولید کرد، ولی هماکنون توان طراحی و ساخت حدود ۵۳۰ گرید را به دست آورده است، و در این بازده زمانی گریدهای تولیدیاش از دسته گریدهای تجاری به سمت گریدهای خاص با ارزشافزوده بیشتر سوق پیدا کرده است.
همچنین در سال ۱۴۰۱ فولاد مبارکه توانست ۱۴ گرید خاص دیگر را نیز تولید کند که برخی از آنها از جمله فولاد زنگنزن گریدهای ۳۰۴ و ۴۰۹ از پرکاربردترین گریدهای فولادی است که در عین حال ساخت آن نیازمند تکنولوژی و الزامات خاصی است.
امروزه نیازها و انتظارات مشتریان بسیار فراتر از استانداردها بوده است زیرا استانداردها حداقلها را تعیین میکند. گذشته از این، خود استانداردها نیز به سمت سختگیری بیشتر رفته و در حال حاضر، استاندارد EN که استاندارد روز اروپا بوده و در مقایسه با استانداردهای قبلی بسیار سختگیرانهتر است و بسیاری از مشتریان حتی این استاندارد را نیز خاصتر و محدودتر میخواهند.
https://rastapad.com/wp-content/uploads/2023/10/gerid_folad.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2023-10-18 15:18:532023-10-18 15:58:15گریدهای نوظهور در فولاد
در این مقاله تفاوت گندله با آهن اسفنجی را بررسی میکنیم.
آهن چیست و چگونه به وجود آمد؟
فلز و آهن از زمان کشف تا زمان استفاده با رشد بشر همراهی داشتهاند؛ تا آنجا که آهن در تاریخ منجر به انقلاب صنعتی اول شده است.
از اولین استفاده آن تا به امروز همهچیز بهسرعت توسعه یافته و تکمیل شده است. در این بین قرنها طول کشیده شده و آزمون و خطاهای بسیاری شده است تا به این نقطه رسیده و با هر فرهنگ و روشی کشف و دستکاری شده است.
تقریباً 40 درصد فلزات کره زمین از آهن تشکیل شدهاند. قیمت خریدوفروش این فلز در سراسر دنیا مقرونبهصرفه خواهد بود.
اولین فلزی که انسان آزمایش کرد «از آسمان» بیرون آمد و برخلاف تصور رایج، اولین فلزاتی که توسط فرهنگهایی مانند سومری، مصر و برخی از فرهنگهای باستانی آناتولی استفاده شد، از شهابسنگها به وجود آمدند. اگرچه فلز چهارمین عنصر رایج در سطح زمین است، اما جمعیتهای باستانی فناوری استخراج آن را از زیر خاک نداشتند. زیرا آهن نسبت به سایر فلزات مانند مس و برنز که به دمای بالا و عملیات سختتری برای استخراج آن نیاز است آسانتر استخراج میشود .
کنسانتره آهن یا سنگ آهن
کنسانتره در واقع یک محصول خروجی از فرآوری سنگ آهن است که در نتیجهی خرد کردن، آسیاب کردن، جداسازی مغناطیسی و فلوتاسیون به دست میآید.
سنگ آهن ، منبع آهن اولیه صنایع آهن و فولاد در جهان است که برای تولید فولاد ضروری است که تمام 98٪ سنگ آهن در فولادسازی استفاده می شود.در 50 کشور جهان سنگ آهن استخراج می شود. یکسوم صادرات کل سنگ آهن در دنیا از استرالیا و برزیل انجام میشود .
سنگ آهن نوعی سنگ یا کانی است که میتوان آهن فلزی آن را بهصورت اقتصادی استخراج کرد و حاوی ترکیبات آهن به شکل اکسید، کربنات یا سولفید همراه با ناخالصیهای مختلف که ویژگیهای آن بسته به نوع سنگ معدن متفاوت بوده و شامل موارد مذکور است؛
ترکیب: سنگ آهن عمدتاً از آهن، معمولاً به شکل اکسیدهای آهن مانند هماتیت (Fe2O3)، مگنتیت (Fe3O4) یا گوتیت (Fe O (OH)) تشکیل شده است.
خواص فیزیکی: سنگ آهن معمولاً سخت، متراکم و سنگین است. رنگ بسته به نوع اکسید آهن موجود میتواند متفاوت باشد، هماتیت معمولا قرمز یا قهوهای مایل به قرمز، مگنتیت سیاه یا خاکستری تیره و گوتیت قهوهای یا قهوهای مایل به زرد است.
عیار سنگ: میزان آهن یا عیار آهن سنگ آهن یک ویژگی مهم است. سنگ آهن با عیار بالا معمولاً حاوی درصد بالاتری از آهن است که آن را برای تولید آهن و فولاد با ارزشتر و مطلوبتر میکند.
کانیشناسی: انواع مختلف کانیهای سنگ آهن دارای ویژگیهای کانیشناسی متمایزی مانند ساختار بلوری، تداعیهای معدنی و آزادسازی مواد معدنی هستند. این خواص کانیشناسی میتواند بر فرآوری و بهرهبرداری سنگ آهن تاثیر گذارد.
محل قرارگیری: سنگ آهن میتواند در موقعیتهای زمینشناسی مختلف از جمله سنگهای رسوبی، دگرگونی و آذرین وجود داشته باشد. همچنین میتوان آن را به اشکال مختلف، مانند رسوبات رگهای، رسوبات بستر، و رسوبات منتشر یافت که میتواند بر روشهای استخراج آن تأثیر بگذارد.
ناخالصیها: سنگ آهن ممکن است حاوی ناخالصیهای مختلفی مانند سیلیس، آلومینا، فسفر، گوگرد و عناصر کمیاب باشد که میتواند بر کیفیت و مناسب بودن سنگ معدن برای تولید آهن و فولاد تأثیر داشته باشد
وجود برخی ناخالصیها ممکن است نیاز به مراحل پردازش یا بهینهسازی اضافی برای حذف یا کاهش آنها را به دنیال داشته باشد.
گندله چیست؟
گُندله (آهن) یعنی گلولههای تولید شده از نرمه سنگ آهن و سایر مواد افزودنی که نخست خام و سپس پخته و سخت میشود و برای احیا به روش سنتی تولید آهن در کوره بلند یا روشهای متعدد احیای مستقیم به کار میرود.
گندله آهن ماده اولیهای است که درکوره های احیای مستقیم و کورههای بلند برای تولید آهن اسفنجی کاربرد دارد.
اگر تولید آهن اسفنجی در کوره القایی انجام شود، دارای کاربرد وسیعتری است و میتوان آن را جایگزین آهن قراضه نمود.
مراحل تولید گلولههای سنگ آهن
1- آمادهسازی مواد خام
در طول فرآیند گندلهسازی، کنسانتره سنگ آهن استخراج شده برای خشک شدن تا دمای 120 درجه سانتیگراد گرم میشود. مواد خشک شده برای آسیاب به آسیاب گلولهای منتقل میشود.
2- تشکیل گلوله ها یا گلوله های سبز
گلوله های سبز با دامنه اندازه 8 میلی متر تا 16 میلی متر در یک درام توپی یا در یک بالینگ دیسک تهیه می شوند. بالینگ دسیک برای تولید گلوله های سبز با کیفیت بهتر است زیرا در بالینگ دیسک کنترل عملکرد با حداقل فضا آسان است. بالینگ دیسک یک تشت شیبدار با قطر حدود 5 متر (متر) تا 7.5 متر است.
3- استحکام
استحکام گلوله های سبز شامل سه مرحله اصلی است:
3-1) خشک کردن گلوله های سبز
3-2) پخت گلوله ها در حدود 1300 درجه سانتیگراد برای تف جوشی ذرات اکسید آهن
3-3) سرد کردن گلوله های داغ قبل از تخلیه.
4- خنکسازی و جابجایی گلوله ها
گلولهها پس از سفت شدن سرد و غربال میشوند. گلولههای بزرگتر خرد میشوند و همراه با اندازههای کم به سطلهای انبار فرستاده میشوند که در آنجا دوباره پردازش شده و گلوله های خنک شده برای انتقال به کارخانه های پایین دست برای پردازش بیشتر فرستاده می شوند.
آهن اسفنجی چیست؟
آهن اسفنجی که یک محصول فلزی است و جایگزینی برای قراضه است، از طریق احیای مستقیم سنگ آهن در حالت جامد تولید میشود و عمدتاً در ساخت فولاد از طریق مسیر ثانویه استفاده میشود.
هدف از فرآیند ساخت آهن اسفنجی حذف اکسیژن از سنگ آهن است. کیفیت آهن اسفنجی در درجه اول با درصد متالیزاسیون که نسبت آهن فلزی به کل آهن موجود در محصول است، مشخص میشود.
ساخت آهن اسفنجی به ویژگیهای مواد خام بسیار حساس است؛ بنابراین بررسی خصوصیات شیمیایی و فیزیکی مواد خام بهصورت جداگانه و ترکیبی ضروری است.
آهن احیاشده مستقیم (DRI) که به آن آهن اسفنجی نیز میگویند، از احیای مستقیم سنگ آهن (به شکل کلوخه، گلوله یا توپی) به آهن توسط گاز احیاکننده یا کربن عنصری تولید شده از گاز طبیعی یا زغال سنگ به دست میآید.
یکی از نمونهها حرارت دادن سنگ آهن در کوره در دمای بالای 800 تا 1200 درجه سانتیگراد (1470 تا 2190 درجه فارنهایت) در حضور گاز سنتز گاز احیاکننده و مخلوطی از هیدروژن و کربن است که سنگ آهن آن بیشتر بهصورت پلت ویا گلولهای استفاده میشود.
روشهای تولید آهن اسفنجی
روش میدرکس (Midrex)
روش HYL یا (Energiron)
روش SL/RN
روش کوره تونلی
با خواندن مطالبی که در مقاله ذکر شده بود، اطلاعات کاملی درخصوص سنگ آهن، آهن اسفنحی و روشهای تولید آن به دست آوردیم؛ در ادامه نیز با رستاپاد همراه باشید
در عصر حاضر با توجه به گستره استفاده از گیربکسها در صنایع و فعالیتهای مختلف، شناخت تفاوت بین انواع آنها مسئله مهمی تعریف میشود. بررسی تفاوت گیربکس هلیکال و حلزونی و خورشیدی و موارد کاربرد هر یک از آنها، به ویژه برای افرادی که در جستجوی خرید یک دستگاه مناسب برای کسب و کار خود هستند، اهمیت زیادی دارد. گیربکس هلیکال و حلزونی به عنوان دو مدل بسیار رایج از این ابزار صنعتی کاربرد دارند. هر یک از این مدل گیربکسها دارای مزایایی هستند. در عین حال، تفاوتهای بین این دو، شرایط و موارد استفاده خاصی از هر یک را تعریف میکند. ویژگیهای از جمله ساختار و طراحی، نحوه عملکرد و راندمان از جمله مواردی هستند که میتوان در زمره تفاوت بین این مدل گیربکسها به آن اشاره کرد. اگر برای انجام فعالیت خود در جستجوی یک گیربکس مناسب هستید، حتماً این مقاله را مطالعه کنید. در این مقاله ضمن معرفی دو گیربکس هلیکال و حلزونی به بررسی تفاوت این دو میپردازیم.
گیربکسها ابزارهایی هستند که گشتاور و سرعت مورد نیاز مصرف کننده را فراهم میکنند. این ابزار توان مکانیکی را از یک منبع تولیدکننده به سمت یک مصرف کننده انتقال میدهد. در واقع، گیربکسها را میتوان به عنوان هماهنگ کننده گشتاور و سرعت منبع تولید توان معرفی کرد.
پارامترهای مهم در انتخاب گیربکس کدامند؟
آشنایی با گیربکس های صنعتی و شناخت تفاوت بین آنها میتواند در انتخاب بهترین گزینه در کاربردهای صنعتی و بهره وری بهینه دستگاهها تأثیرگذار باشد. با توجه به قیمت نسبتاً بالای این قطعه صنعتی، انتخاب آن باید با حساسیت و دقت بالایی انجام شود تا بتوان به راندمان ایده آل در پروژههای مورد نظر دست یافت. پارامترهایی چون توان و قدرت گیربکس در این انتخاب مهم تلقی میشوند. انواع مختلف گیربکسها بر اساس این ویژگیها از یکدیگر قابل تفکیک هستند. در واقع تفاوت بین آنها از جمله تفاوت گیربکس هلیکال و حلزونی و خورشیدی با توجه به این ویژگیها به خوبی مشهود است. سایر ویژگیهایی که در این موضوع باید مورد توجه قرار گیرند، عبارتند از:
بررسی گشتاور خروجی و مقدار دور چرخش مورد نیاز در خروجی گیربکس
توان تولید شده در موتور
نسبت تبدیل
نوع دستگاه مورد استفاده
موقعیت نصب گربکس
تکنولوژی ساخت قطعات
موجود بودن قطعات گیربکس
پشتیبانی شرکت از محصول تولید شده
کنترل کیفی اجزای گیربکس
استاندارد بودن قطعات
شرایط محیطی کار
انواع گیربکسها
جهت افزایش بهره وری و صرفه جویی در مصرف انرژی و کاهش هزینه های عملیاتی باید معیارهای ذکر شده فوق در انتخاب گیربکسهای صنعتی مورد توجه قرار گیرند. توجه به این معیارها در انتخاب موتور گیربکسها به عنوان یکی از تجهیزات پرکاربرد در صنعت هم ضرورت دارد. برای دریافت اطلاعات بیشتر درباره موتور گیربکسها، عملکرد و کاربردهای آنها، میتوانید مقاله موتور گیربکس چیست را مطالعه کنید.
در یک دسته بندی کلی، گیربکسها در انواع خورشیدی، هلیکال (شافت مستقیم)، آویز (شافت موازی) و کرانویل پینیون گروه بندی میشوند. با توجه به بررسی تفاوت گیربکس هلیکال و حلزونی در این مقاله، در ادامه به معرفی این دو نوع گیربکس میپردازیم.
گیربکس حلزونی
گیربکس حلزونی
گیربکس حلزونی از انواع پرمصرف گیربکسها در صنعت محسوب میشود. این نوع گیربکس از دو قسمت مارپیچ و دنده تشکیل شده است. از ویژگیهای شاخص این نوع گیربکس عمود بودن جهت شفت ورودی و خروجی بر یکدیگر است. علاوه بر این، در این نوع گیربکس قابلیت قفل شدن یا عدم برگشت پذیری نیز وجود دارد. بر اساس این ویژگی ماردون درگردش محور خروجی مؤثر است. در این ویژگی تفاوت قطر ماردون و چرخ دنده حلزونی فاکتور مهمی محسوب میشود. هر چه این تفاوت بیشتر باشد، خاصیت قفل شوندگی تأثیر بیشتری خواهد داشت. این ویژگی در گیربکس بالابرها مهم تلقی میشود. خاصیت قفل شوندگی مانع از ایجاد خطر برای فرد یا بار قرار گرفته روی بالابر میشود. سهولت استفاده، قابلیت نصب عمودی و قیمت پایین از دیگر ویژگیهای مثبت این نوع گیربکسها به شمار میآید.
از جمله نکاتی که هنگام انتخاب گیربکسها باید بدان توجه داشت، فضای مورد نظر برای نصب این ابزار صنعتی است. یکی از موارد تفاوات گیربکسها از جمله تفاوت گیربکس هلیکال و حلزونی نیز به این موضوع مرتبط میشود. در مکانهایی با فضای محدود و عدم امکان اختصاص فضای زیاد به این ابزار، میتوان از گیربکس حلزونی استفاده کرد. علاوه بر این، در شرایط عدم قرارگیری دو محور ورودی و خروجی گیربکس در یک راستا، گیربکس حلزونی نسبت به هلیکال کارایی بهتری دارد.
مزایای گیربکس حلزونی
از مهم ترین مزایای گیربکسهای حلزونی میتوان به موارد زیر اشاره کرد:
امکان تولید در سایزهای مختلف
بازه تبدیل بسیار بالا
تعمیر و سرویس نگهداری آسان
بازده گشتاور خروجی بالا
ایجاد سر و صدای بسیار کم
مقاومت بسیار بالا در برابر ارتعاشات به دلیل ساخته شدن پوسته گیربکس از جنس آلومینیوم
گیربکس هلیکال
گیربکسهای هلیکال به عنوان انواع دیگر این ابزارهای صنعتی هستند که به آن شافت مستقیم نیز گفته میشود. در این نوع گیربکس نیز دو محور دوران زاویه 90 درجه را تشکیل میدهند. از موارد تفاوت گیربکس هلیکال و حلزونی میتوان به ساختار آنها اشاره کرد. در گیربکس حلزونی ماردون و چرخ دنده ساده استفاده میشود، در حالیکه در نوع هلیکال چرخ دنده پینیون جایگزین شده است. به همین دلیل، گیربکس هلیکال دارای راندمان بالاتری است. این راندمان بیش از 50 درصد تعریف میشود.
گیربکس هلیکال از تعدادی چرخ دنده با ساختاری مارپیچ یا ساده تشکیل شده است. با توجه به زاویه مورب امتداد دندهها با محور و درگیری بیش از یک دنده از هر چرخ دنده در لحظه، فشار کمتری به دندهها وارد میشود و استهلاک آنها نیز کمتر است. از دیگر ویژگیهای این نوع گیربکس ایجاد سر و صدای کمی در هنگام کار است. گیربکس هلیکال در صنایع مختلفی از جمله نساجی، مواد غذایی، بسته بندی، سیمان، فولاد، لاستیک و چوب مورد استفاده قرار میگیرد.
گیربکس هلیکال
مزایای گیربکس هلیکال
یکی از مهم ترین مزایای گیربکس هلیکال، استحکام و گشتاور بسیار بالای این نوع است. بازده و طول عمر بالای این نوع گیربکس نیز از دیگر نقاط قوت استفاده از این ابزار صنعتی است. با توجه به این ویژگیها، گیربکس هلیکال در صنایع سنگین پرکاربرد تعریف میشود. بازه توان بالا، مارپیچ بودن دندهها و امکان تأمین نسبتهای تبدیل پایین و ساییدگی کمتر چرخ دندهها به دلیل توزیع بار روی چندین دندانه نیز از مزایای دیگر گیربکسهای هلیکال معرفی میشوند.
تفاوت گیربکس هلیکال و حلزونی
با توجه به اطلاعات ارائه شده در قسمتهای پیش میتوان نسبت به نقاط اختلاف بین دو نوع گیربکس حلزونی و هلیکال پی برد. یکی از موارد تفاوت گیربکس هلیکال و حلزونی به بازده یا راندمان این دو مربوط میشود. بر این اساس، گیربکس حلزون بازدهی کمتری از نوع هلیکال دارد. در واقع در گیربکس حلزونی به دلیل تلفات بیشتر، کاهش توان و گشتاور در خروجی گیربکس مشاهده میشود.
از دیگر موارد تفاوت این دو نوع گیربکس میتوان به میزان سر و صدا یا آلودگی صوتی آنها اشاره کرد که در گیربکس حلزونی در مقایسه با هلیکال بیشتر است. در گیربکس حلزونی امکان کوپل با توان محدودی وجود دارد. در حالی که این ویژگی در گیربکس هلیکال با توان گسترده ای موجود است. علاوه بر این، گیربکس حلزونی نسبت به هلیکال، عمر مفید کاری بسیار پایینی را داراست. این در حالی است که گیربکس هلیکال به دلیل ساختار مارپیج چرخ دندههای آن عمر بالاتری دارد. از دیگر موارد تفاوت گیربکس هلیکال و حلزونی ویژگی قیمت این دو گیربکس است. گیربکس هلیکال نسبت به حلزونی قیمت بالاتری دارد. به همین دلیل در صنایع سنگین کاربرد گسترده تری دارد. از طرف دیگر، با توجه به قابلیت نصب 90 درجه گیربکس حلزونی، در مکانهایی با محدودیت فضا کارایی استفاده از آن کارایی بیشتر است. در جدول زیر برخی از موارد تفاوت گیربکس هلیکال و حلزونی ذکر شده اند.
نوع گیربکس
قیمت دینام
راندمان
گشتاور انتقالی نسبت به فضای اشغالی
هلیکال
زیاد
70%
زیاد
حلزونی
کم
50%
خیلی زیاد
جدول 1- مقایسه برخی پارامترهای تفاوت گیربکس هلیکال و حلزونی
جمع بندی
بررسی تفاوت بین گیربکسها از جمله تفاوت گیربکس هلیکال و حلزونی، که در این مقاله به آن پرداختیم، میتواند در کارایی دستگاهی که گیربکس برای آن انتخاب میشود تأثیرگذار باشد. داشتن آگاهی نسبت به مشخصههای فنی هر یک از این گیربکسها جهت حصول بهره وری بهینه و عملکرد مطلوب دستگاههای صنعتی مهم تلقی میشوند. در این ارتباط بهتر است پارامترهای ذکر شده جهت انتخاب گیربکس، که در این مقاله نیز به آنها اشاره شد، مد نظر قرار گیرند.
برای خرید این قطعه صنعتی میتوانید از مشاوران ما در شرکت مهندسی فناوران رستاپاد کمک بگیرید. کارشناسان خبره ما در این مجموعه میتوانند با توجه به نیاز پروژه کاری شما، بهترین نوع گیربکس را معرفی کنند. شما صنعتگران عزیز میتوانید با تکیه بر دانش فنی کارشناسان این مجموعه اجرای پروژههای صنعتی خود را با بهترین بازدهی و عملکرد تجربه کنید.
سؤالات متداول
1- چه نوع گیربکسی (هلیکال، خورشیدی و حلزونی) خریداری کنم؟ انتخاب نوع گیربکس با توجه به پارامترهای مختلفی تعریف میشود. در مواردی که قیمت برای شما حائز اهمیت است، میتوانید از گیربکسهای حلزونی استفاده کنید. در شرایط نیاز به دقت و راندمان بالا هم کاربرد گیربکسهای خورشیدی و هلیکال توصیه میشود. 2- تفاوت گیربکس حلزونی با گیربکس هلیکال چیست؟ گیربکس حلزونی در مقایسه با هلیکال قیمت مناسب تر و راندمان کمتری دارد. گیربکسهای حلزونی به صورت 90 درجه قابل نصب هستند و برای مکانهایی با محدودیت فضا بسیار مناسب تعریف میشوند. از دیگر تفاوتهای این دو نوع گیربکس، سر و صدای کمتر گیربکسهای هلیکال و عمر بالاتر آنها به دلیل ساختار مارپیچ چرخ دندههای آن است.
https://rastapad.com/wp-content/uploads/2022/09/difference-between-helical-and-helical-gearboxes-2-1.gif400700کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2022-10-04 13:00:112022-10-15 11:43:54آشنایی با تفاوت گیربکس هلیکال و حلزونی جهت کاربری صنعتی
موتور گیربکس چیست؟ کارکرد آن چگونه است؟ چگونه یک موتور گیربکس مناسب خریداری کنیم؟ اینها سؤالاتی هستند که ممکن است هنگام خرید این وسیله صنعتی برای شما هم پیش آیند. موتور گیربکس یکی از تجهیزات صنعتی مهم به شمار میآید که از الکتروموتور و گیربکس تشکیل شده است. این وسیله صنعتی در کنترل سرعت انتقال و افزایش قدرت نقش دارد. در موتورگیربکس انتقال حرکت از طریق تماس دو یا چند چرخ دنده با یکدیگر انجام میشود. به این ترتیب، از یک محور دورانی به محوری دیگر انتقال حرکت اتفاق میافتد. موتور گیربکسها در انواع ماشین آلات صنعتی از جمله تجهیزات و دستگاههای انتقال مواد، صنایع پتروشیمی، تولید خودرو و ماشین آلات کشاورزی کاربرد دارند. اگر با این گروه از تجهیزات صنعتی آشنایی چندانی ندارید، مطالعه این مقاله میتواند برای شما مفید باشد.
در این مقاله به معرفی موتور گیربکسها به همراه بررسی نحوه عملکرد، مزایا و کاربرد آن میپردازیم.
موتور گیربکس که به آن الکتروگیربکس نیز گفته میشود، یکی از تجهیزات صنعتی متشکل از یک گیربکس و یک موتور الکتریکی است. این وسیله صنعتی برای ایجاد گشتاوری بالا در سرعت کم کاربرد دارد. در این ترکیب، گیربکس با تغییر دور موتور عمل میکند. به بیانی دیگر میتوان گفت که در موتور گیربکسها، وظیفه اصلی گیربکس به عنوان یک مبدل گشتاور است. به این ترتیب، این قطعه میتواند برای موتورهای کوچک، گشتاورهای بزرگی را تولید کند.
موتور گیربکس چیست؟
به طور معمول، در موتور گیربکسهای صنعتی یک گیربکس کاهنده دور به یک الکتروموتور متصل است. به این معنا که گیربکس با کاهش سرعت دورانی موتور، گشتاور بسیار بزرگی را انتقال میدهد. میزان گشتاور منتقل شده بسیار بیشتر از مقداری است که موتور به تنهایی آن را ایجاد میکند.
این قطعه صنعتی پرکاربرد از اجزای مختلفی تشکیل شده است. چرخ دندهها به عنوان مهم ترین اجزای تشکیل دهنده موتور گیربکسها هستند. پوسته گیربکس، شکافهای ورودی و خروجی، یاتاقان، کاسه نمد و درپوش کنترل روغن هم از اجزای دیگر این قطعه محسوب میشوند.
مزایای موتور گیربکس
مزایای موتورگیربکس چیست؟ چه ویژگیهایی در این قطعه صنعتی موارد استفاده از آن را تا این حد گسترش داده است؟ به عنوان مهم ترین ویژگی مثبت این وسیله صنعتی میتوان به کاهش هزینههای نصب و طراحی اشاره کرد. به بیانی دیگر، با استفاده از موتورگیربکسها دیگر نیازی به نصب جداگانه موتور الکتریکی و گیربکس در پروژههای مهندسی وجود ندارد. مصرف بهینه انرژی از دیگر نقاط قوت استفاده از این وسیله صنعتی به شمار میآید. حذف تلفات انرژی به دلیل عدم نیاز به تراز کردن و کوپلینگ موتور گیربکسها نیز از مزایای دیگر کاربرد این قطعه محسوب میشود. سایر مزایای موتور گیربکسها عبارتند از:
کاهش آلودگی صوتی و افزایش طول عمر
امکان انتقال گشتاور و سرعت بالا به دلیل طراحی دقیق دندانههای چرخ دندهها
ترکیب بهینه گیربکس و الکتروموتور
عملکرد موتور گیربکس
کارکرد موتور گیربکس چیست؟
پیش از پاسخ به این پرسش که عملکرد موتور گیربکس چیست، باید بدانید که در این قطعه گیربکس و جفتهای چرخ دنده ای نقش مهمی دارند. انتقال نیروی موتور از سمت ورودی به سمت خروجی با استفاده از این قطعات انجام میشود. در واقع، در موتورگیربکسها، گیربکس به عنوان مبدل سرعت و گشتاور عمل میکند. در موتورگیربکسها در نتیجه عملکرد یک منبع نیرو و یک سیستم انتقال قدرت، سرعت و دور موتور کاهش مییابد و در مقابل، قدرت یا گشتاور خروجی موتور افزایش پیدا میکند. به عبارتی دیگر، عملکرد الکتروگیربکسها به صورت کاهش دور و سرعت موتور و تغییر توان قدرت موتور تعریف میشود.
دو فاکتور میزان سرعت ورودی و گشتاور خروجی گیربکس جهت انتخاب گیربکس و انواع آن بسیار مهم تلقی میشوند. بر این اساس، دو گروه در طبقه بندی الکتروگیربکسها تعریف میشوند:
موتور گیربکسهای کاهنده
موتور گیربکسهای افزاینده
تفاوت این دو نوع عملکرد موتور گیربکس چیست؟ الکتروگیربکسهای کاهنده با کاهش سرعت گیربکس و افزایش گشتاور عمل میکنند؛ در حالیکه، نوع افزاینده موتور گیربکسها با ویژگی افزایش سرعت و کاهش گشتاور شناخته میشوند.
کاربرد موتور گیربکس
الکتروگیربکسها به عنوان یکی از قطعات مهم و پرکاربرد جهت انتقال توان، انرژی و افزایش سرعت به کار میروند. با توجه به افزایش مصرف انرژی در صنایع مختلف و ضرورت مصرف بهینه آن، استفاده از این تجهیزات میتواند قابل تأمل باشد. اما اینکه کاربرد موتورگیربکس چیست و در چه صنایعی مورد استفاده قرار میگیرد، پرسشی است که در این بخش به آن میپردازیم.
تولید خودرو از جمله صنایعی است که موتورگیربکسها در مراحل مختلف ساخت تا مونتاژ نهایی آن کاربرد دارند. صنعت تولید بطری، نوشیدنی و واحدهای بسته بندی نیز به طور قابل توجهی به استفاده از این تجهیزات تکیه دارند. انتقال و دریافت بار در فرودگاهها و رباتها یا ماشینهای جا به جا کننده هم از دیگر موارد کاربرد موتور گیربکسها محسوب میشود. سایر موارد استفاده این قطعه صنعتی را میتوان به صورت زیر برشمرد:
ساخت و تجهیز بالابرها، آسانسورها و جرثقیلها
صنعت تولید و تبدیل مواد غذایی
صنعت فولاد سازی و سیمان
صنعت پتروشیمی
صنایع مس
تجهیزات انتقال مواد در معادن و کورههای ذوب
انواع موتور گیربکس
در موتور گیربکسها با توجه به نوع موتور استفاده شده، دو گروه AC و DC معرفی میشوند. اما، رایج ترین طبقه بندی موتور گیربکس چیست؟ در پاسخ باید بیان کرد که متخصصان بر اساس شکل و کاربرد مختلف این گروه از تجهیزات صنعتی، انواع متنوع آن را تولید و روانه بازار میکنند.
· موتور گیربکس حلزونی
یکی از پرکاربرد ترین موتور گیربکسها برای استفاده در دستگاههای صنعتی سبک، نوع حلزونی است. ساختار این گروه از یک ماردون و یک چرخ دنده تشکیل شده است. در طراحی این موتور گیربکسها جهت کاهش میزان اصطکاک و افزایش میزان بازدهی، جنس چرخ دنده و ماردون را از دو فلز متفاوت انتخاب میکنند.
موتور گیربکس حلزونی-کاربرد و مزایا
مزایای این نوع موتور گیربکس چیست؟ از مزایای الکتروگیربکسهای حلزونی میتوان به انتقال نیرو و توان این گیربکسها با زاویه 90 درجه و افزایش راندمان و دقت کار اشاره کرد. این نوع موتور گیربکسها جهت کاهش سرعتهای بسیار بالا کارامد هستند و در محدوده گشتاور پایین عملکرد بهتری نشان میدهند. این گروه از موتور گیربکسها در موارد زیر مورد استفاده قرار میگیرند:
بالابر و آسانسورها
صنعت حمل و نقل
آسیابها و میزهای چرخشی
دستگاههای پرس
نورد فلزات
انتقال مواد
تجهیزات معدنی
· موتور گیربکس خورشیدی
علت نامگذاری این نوع موتور گیربکس چیست؟ پاسخ این پرسش به نحوه قرارگیری چرخ دندهها مرتبط میشود. در واقع، به دلیل چیدمان سیاره مانند چرخ دندهها درون موتور، به این عنوان نامگذاری میشود. از ویژگیهای این گروه میتوان به ابعاد جمع و جور و کارایی مناسب آنها برای گشتاورهای بالا و استحکام بالای اشاره کرد.
ویژگیهای موتور گیربکس خورشیدی
مکانیزم انتقال نیرو در این نوع گیربکس به گونه ای است که قابلیت تحمل گشتاور زیادی را در آن فراهم میکند. با توجه به محدوده دور نرمال این گروه، میتوان موتورگیربکسهای خورشیدی را از بهترین انواع این تجهیزات صنعتی به شمار آورد. راندمان بالا، نصب و نگهداری بسیار ساده از دیگر ویژگیهای این گروه است. توربینهای بادی، خوط نورد در صنعت فولادسازی و میکسرها از جمله موارد کاربرد این موتور گیربکس به شمار میآید.
· موتور گیربکس هلیکال
معرفی موتور گیربکس هلیکال
در این نوع گیربکسها، طراحی چرخ دندهها به گونه ای است که در مقایسه با چرخ دندههای معمولی قابلیت تحمل فشار و تنش بالاتری دارند. این ویژگی به درگیری بیشتر چرخ دندهها مربوط میشود. به عبارت دیگر، به دلیل سطح تماس بیشتر چرخ دندهها با یکدیگر، این قطعات فشار بیشتری را میتوانند تحمل کنند. علاوه بر این، آلودگی صوتی این گیربکسها نیز کمتر است. از دیگر نقاط قوت این نوع میتوان موارد زیر را نام برد:
عملکرد مناسب در سرعتهای بالا بدون ایجاد لرزش
توانایی انتقال گشتاور و قدرت بالا
راندمان و طول عمر بالا
سرویس و نگهداری راحت
قابلیت کار در نسبتهای تبدیل بالا
برای انتخاب یک موتور گیربکس خوب چه ویژگیهایی را باید مد نظر قرار داد؟
ویژگیها شاخص جهت انتخاب یک موتور گیربکس چیست؟ همانطور که اشاره شد، گشتاور و سرعت خروجی دو تا از پارامترهای مهم در مقوله نحوه انتخاب گیربکسها هستند. گشتاور خروجی به سه عامل مهم بستگی دارد:
توان موتور
ولتاژ موتور
نسبت گیربکس
افزایش توان موتور و نسبت گیربکس میتواند باعث ایجاد گشتاور خروجی بالاتر شود. نکته مهم در ارتباط با افزایش توان موتور، توجه به تحمل دندههای آن است. به این مفهوم که بر اساس این میزان تحمل، باید سایز موتور گیربکس نیز متناسب با بالا بردن توان موتور افزایش یابد.
ولتاژ موتور از مشخصات فنی مهم هنگام خرید هر نوع موتور الکتریکی است. این ولتاژ میتواند AC یا DC باشد. تفاوت این دو نوع ولتاژ به اختلاف گشتاور تولید شده مربوط میشود که این ویژگی در موتورهای DC نسبت به نوع AC بالاتر است.
سرعت موتور و خروجی گیربکس نیز از ویَژگیهای فنی دیگری است که باید در زمان انتخاب و خرید موتور گیربکسها مورد توجه قرار گیرد. به طور معمول، برای موتور گیربکسها از سرعت 1400 دور بر دقیقه موتور استفاده میکنند. گیربکسهای کوپل شده توانایی ایجاد دور خروجی 140-14 دور را دارند. برای دورهایی بیش از این مقدار باید از موتورهایی با سرعت بیشتر (3000 دور بر دقیقه) استفاده کرد. دورهایی کمتر از محدوده ذکر شده با استفاده از گیربکسهای ترکیبی یا موتورهای دور پایین امکان پذیر است.
توصیه مناسب هنگام خرید موتورگیربکسها، انتخاب نوع یکپارچه آنهاست. منظور از یکپارچه انواعی است که در کارخانه با هم کوپل شده اند. این موتور گیربکسها قابل جداسازی نیستند. اطمینان از عملکرد صحیح آنها، راندمان بالا و کاهش ریسکهای طراحی از جمله مواردی هستند که استفاده از این نوع گیربکسها را گسترش میدهد.
· محل نصب و قرارگیری موتور گیربکس
با توجه به محل قرارگیری موتور گیربکس باید انواع خاصی از آن را مورد استفاده قرار داد. شاید این سؤال برایتان پیش آید که هدف از توجه به شرایط و محل نصب و بکارگیری نوع خاصی از موتور گیربکس چیست؟ در پاسخ باید بیان کرد که شرایط فیزیکی محیطهای صنعتی بر عملکرد مفید هر نوع موتور و گیربکسی تأثیر بسزایی دارد. به عنوان مثال، در محیطهای صنعتی با فضای کم و نیاز به دقت بالا، بهتر است از گیربکسهای خورشیدی استفاده کرد. در محیطهایی با رطوبت بالا لازم است تا انواعی از موتور گیربکسها با عایق بندی استاندارد و مناسب مورد استفاده قرار گیرند. به این ترتیب، بازدهی مطلوبی را میتوان از این قطعه انتظار داشت. دما، وجود ذرات غلیظ و متراکم و ارتعاشات هم از دیگر فاکتورهای قابل توجه محیطی هستند که به هنگام نصب موتور گیربکسها باید بدان توجه داشت.
جمع بندی
در این مقاله ضمن بیان این پرسش که موتور گیربکس چیست، به معرفی این قطعه صنعتی پرکاربرد و موارد استفاده آن پرداختیم. با توجه به مزیت صرفه جویی در وقت و انرژی با استفاده از این قطعه در تجهیزات صنعتی، اهمیت کاربرد آن در این حوزه مشخص میشود. برای عملکرد ایده آل موتور گیربکسها باید با توجه به پروژه تعریف شده اقدام کرد. بر اساس اطلاعات جمع آوری شده پروژه میتوان بهترین نوع موتور گیربکس را انتخاب نمود. در واقع، با تحلیل این دادهها و بررسی دور و گشتاور مور نیاز، میتوان یک تطابق ایده ال بین موتور و گیربکس ایجاد کرد تا بتوان به خروجی مطلوب در پروژه دست یافت.
شرکت مهندسی فن آوران رستاپاد با طراحی، تأمین و اجرای تجهیزات صنعتی جهت راه اندازی انواع ماشین آلات در صنایع مختلف فعالیت میکند. کارشناسان باتجربه این مجموعه میتوانند با توجه به نیاز شما طراحی و ساخت تجهیزات صنعتی را انجام دهند.
سؤالت متداول
1- موتور گیربکس چیست؟ موتور گیربکس سیستمی جهت انتقال و افزایش گشتاور است که با کاهش سرعت و دور موتور و افزایش گشتاور (قدرت) عمل میکند. 2- مزایای موتورگیربکس چیست؟ کاهش هزینههای نصب و طراحی پروژههای مهندسی، قابلیت انتقال گشتاور و سرعت بالا، ترکیب بهینه گیربکس و الکتروموتور
https://rastapad.com/wp-content/uploads/2022/09/What-is-a-gearbox-motor-1.gif400700کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2022-10-02 13:00:512022-10-15 11:44:55موتور گیربکس چیست؟ بررسی عملکرد، کاربرد و مزایا








 در این مقاله تفاوت گندله با آهن اسفنجی را بررسی میکنیم.
در این مقاله تفاوت گندله با آهن اسفنجی را بررسی میکنیم.