یک فعال اقتصادی گفت: بورس کالا به محلی برای پرورش دلالان تبدیل شده است، در حالی که تولیدکننده و مصرفکننده باید در این بخش حضور داشته باشند و به صورت عرضه و تقاضا کشف قیمت انجام شود.
به گزارش رستاپاد یک فعال صنعتی با اشاره به دستوری بودن قیمتگذاری در بورس کالا اظهار داشت: باید تعیین شود که این دستوری بودن قیمتگذاری در بورس کالا، منفعت کدام طرف از زنجیره محصولات فولادی را تامین میکند.
وی در مورد نقش دلالی بورس کالا در فرایند مبادلات محصولات فولادی افزود: قیمت گذاری دستوری شاید به ظاهر به نفع مصرف کننده باشد اما باید توجه داشت دلالان بیشترین بهره را از این ماجرا میبرند و ادامه دادن آن تولید کننده را در مسیر زیان قرار میدهد.
این فعال حوزه فولاد با تایید مهندسی عرضه در بورس کالا و عدم مشورت این سازمان با تشکلها صنفی که ممکن است به تحقیق و تقحص مجلس از بورس کالا منتهی شود، در خصوص این تحقیق و تفحص تصریح کرد: هیچ شخصی با انجام فعالیتهای قانونی و با برنامه مشکلی ندارد. با این شرایط، بنده موافقم که کاری در چارچوب قانون انجام شود.
البته از سوی دیگر، باید تحلیلهای کارشناسی نیز برای این مسئله صورت بگیرد و همچنین از پیشنهادهای تولیدکنندگان و صاحب نظران این عرصه و حداقل یک طرف معامله بورس کالا در تصمیمات استفاده شود.
وی در مورد نحوه اجرای تصمیمات اتخاذ شده برای بورس کالا اظهار داشت: در حال حاضر تصمیمات گرفته شده، تنها به صورت دستوری و بدون هیچ طرح و برنامهای، در حال اجرا است که در نهایت نیز موثر واقع نمیشود.
https://rastapad.com/wp-content/uploads/2022/09/gheymatgozari_dastori-3.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-14 12:18:172022-09-14 12:18:21قیمتگذاری دستوری تولید کننده را به زیان میرساند
در حال حاضر تولید آهن اسفنجی به روش احیا مستقیم به عنوان یکی از روشهای جدید در صنعت فولادسازی جهت تولید آهن فلزی مطرح است. در فرایند تولید آهن با استفاده از کوره بلند هزینه بالای آماده سازی مواد اولیه از جمله کک سازی و کلوخه سازی و سینترینگ از یک سو و مشکلات زیست محیطی ناشی از به کارگیری این مواد اولیه از سوی دیگر باعث شده است تا گرایش به سمت متدهای نوین و به روز تولید آهن بیش از پیش مورد توجه قرار گیرد. در فرایند احیای مستقیم جهت تولید آهن اسفنجی، ضمن حذف برخی از مراحل آماده سازی، مشکلات آلودگی محیطی و نیز هزینههای فرایند تا حد قابل توجهی کاهش مییابد. استفاده از این روش به دلیل هزینههای پایین سرمایه گذاری و راه اندازی آن در واحدهای کوچک فولادسازی به لحاظ اقتصادی توجیه پذیر است. در این مقاله این روش نوین تولید آهن اسفنجی را با بررسی انواع و مزایای آن توضیح میدهیم.
احیای مستقیم فرایند نوینی است که در دهههای اخیر برای احیای سنگ آهن به فلز آهن توسعه فراوانی پیدا کرده است. در احیای مستقیم از منابعی چون زغال کک نشو یا گاز طبیعی استفاده میشود. هدف نهایی در این فرایند تولید آهن اسفنجی یا متخلخل است. تولید آهن اسفنجی به روش احیا مستقیم به دلایلی چون کاهش هزینهها و اثرات مخرب محیطی آن بسیار مورد توجه قرار گرفته است. این روش با حذف اکسیژن موجود در سنگ آهن در دمایی پایین تر از نقطه ذوب، ساختاری اسفنجی شکل در آن ایجاد میکند. محصول تولید شده به این روش به عنوان متریال اولیه و خام در تولید فولاد مورد استفاده قرار میگیرد. این محصول دارای 96-92 درصد آهن خالص است.
فرایند احیای مستقیم آهن شامل چه روشهایی است؟
فرایند احیای مستقیم یکی از روش های جدید تولید مستقیم آهن اسفنجی است. در این فرایند دو نوع احیاکننده گازی و زغال سنگ مورد استفاده قرار میگیرند. واحدها یا کارخانههای تولیدکننده با توجه به منابع در دسترس خود یکی از این دو نوع احیاکننده را به کار میبرند.
روشهای متداول در تولید آهن اسفنجی به روش احیای مستقیم کدامند؟
در فرایند احیای مستقیم با احیاکننده گازی، به طور معمول از گاز طبیعی استفاده میشود. از مهم ترین این روشها میتوان به روش Midrex و HYL اشاره کرد که در هر یک از آنها منابع گاز طبیعی جهت جداسازی اکسیژن از سنگ آهن مورد استفاده قرار میگیرند. فرایند احیای مستقیم با احیاکننده گازی روشی جهت تولید اهن اسفنجی در حالت جامد به شمار میآید. این فرایند شامل آسیاب شدن سنگ آهن به صورت گندله و ورود آن به کوره به همراه متان است. پیش از ورود گاز متان به داخل کوره، این گاز درون رفورمرها تجزیه و تبدیل به H2 و CO میشود. گندله و کلوخههای سنگ آهن به طور مدام توسط گازهای حاصل از اکسایش متان ( H2 و CO) احیا میشوند.
در فرایند احیای مستقیم آهن بر پایه زغال سنگ، ماده احیاکننده زغال سنگهای غیر کک شو هستند. تولید آهن اسفنجی به روش کوره تونلی و SL/RN از جمله متدهایی هستند که در آن از احیاکننده زغال سنگ در فرایند تولید استفاده میشود. تولید آهن اسفنجی به روش احیا مستقیم در کورههای تونلی از مزایایی چون هزینه پایین راه اندازی و نگهداری، صرفه جویی در مصرف انرژی و عدم نیاز به زغال کک شو برخوردار است. با این حال در مقایسه با روش احیای گازی کمتر مورد استفاده قرار میگیرد.
میدرکس، روشی پربازده در تولید آهن اسفنجی به روش احیا مستقیم
در بین روشهای احیا مستقیم سنگ آهن و تولید آهن اسفنجی، روش میدرکس به عنوان یکی از پربازده ترین آنها به شمار میآید. با مشاهده جدول زیر میتوان به برتری روش ذکر شده پی برد. این روش بر پایه احیاکننده گازی انجام میشود. مقایسه روش میدرکس با روش احیا مستقیم نشان میدهد که مزایای مختلف این روش باعث شده است تا 60 درصد آهن اسفنجی تولید شده در بازار بر پایه این روش استوار باشد. از جمله مزایای این روش میتوان به موارد زیر اشاره کرد:
کاهش هزینههای مربوط به تعمیرات
سادگی بیشتر سیستم
راندمان بالای تولید
یکنواختی بیشتر آهن اسفنحی تولید شده به لحاظ ترکیب شیمیایی آن
ویژگی
Midrex
HYL
SL/RN
درصد کربن آهن اسفنجی تولید شده
2%
3.5%
0.2%
درجه متالیزاسیون
92%
93%
90%
امکان تولید آهن اسفنجی داغ و انتقال به فولادسازی
+
+
_
جدول1- مقایسه بین روش میدرکس با سایر روشهای احیا مستقیم سنگ آهن
مراحل تولید آهن اسفنجی به روش احیا مستقیم
تولید آهن اسفنجی به روش احیامستقیم شامل 4 مرحله کلی است که در ادامه به معرفی آنها میپردازیم:
1- تغلیظ
سنگ آهن مورد نیاز در فرایند احیای مستقیم از برخی معادن زیرزمینی استخراج میشود. جهت این استخراج، معدن کاری سطحی به دلیل به صرفه تر بودن هزینههای آن مد نظر قرار میگیرد. در این مرحله، با توجه به عیار سنگ معدن استخراج شده، عملیات تغلیظ یا افزایش عیار سنگ معدن انجام میشود. این عملیات شامل مراحل خرد کردن، آسیاب کردن و روشهای فیزیکی و مغناطیسی است. خروجی هر یک از این عملیات در مقایسه با سنگ معدن اولیه، درصد آهن بیشتری داراست و به آن کنسانتره گفته میشود.
2- گندله سازی
مرحله گندله سازی
کنسانتره ایجاد شده در مرحله تغلیظ، به صورت ذرات پودری بسیار ریز است. با توجه به اینکه این وضعیت فیزیکی برای استفاده در کوره مناسب نیست، ذرات حاصل طی عملیات گندله سازی آگلومره میشوند. در این فرایند، ضمن ورود کنسانترههای مرطوب به دیسکی شیبدار و در حال چرخش، لرزشهای مکرر دیسک باعث تولید آگلومرههای نرم و کروی میگردد. خروجی این مرحله به صورت گلولههای کروی با قطر تقریبی 15-10 میلی متر است که برای ورود به کوره مناسب تعریف میشوند. در مرحله بعد، این گلولهها در دمای 1340-1250 درجه سانتیگراد قرار میگیرند. دمای ذکر شده باعث خشک شدن و سوختن این ذرات میشود.
3- آهن سازی
مرحله دیگر در تولید آهن اسفنجی به روش احیا مستقیم، آهن سازی است. به این معنا که در این مرحله تولید آهن اسفنجی صورت میگیرد. این تولید از طریق فرایند احیا یا حذف اکسیژن در کورههای تولید آهن انجام میشود. فرایند احیا با تبدیل سنگ آهن (هماتیت) به مگنتیت و وستیت و در نهایت آهن فلزی تعریف میشود. به عبارتی دیگر، احیای مستقیم سنگ آهن طی سه مرحله پیش میرود. این مراحل با احیای هماتیت آغازو با تولید آهن فلزی خاتمه مییابند.
4- ذوب و تولید فولاد
ذوب و فولادسازی با استفاده از کوره قوس الکتریکی
هدف اصلی از انجام این مرحله، حذف ناخالصیها و تولید محصولات اولیه ای مانند اسلب و شمش است. این مرحله با انتقال گلولههای آهن اسفنجی به کوره قوس الکتریکی یا EAF انجام میشود. به این منظور، آهن قراضه و ترکیبی از آهن اسفنجی و مواد سرباره ساز از جمله کک، بنتونیت و آهک به داخل کوره قوس الکتریکی ریخته میشوند. این مواد درون کوره ذوب شده و پس از دمش اکسیژن، همگن سازی و نمونه گیری به فولاد مذاب تبدیل میشوند. در ادامه پس از تخلیه سرباره، مخلوط مذاب به واحدهای ریخته گری مداوم ارسال میگردد. در این واحدها، ضمن ریخته شدن مخلوط ذاب داخل ظروف تاندیش و قالب مسی آب گرد، با حرکت ظروف در یک مسیر غلطکی و خنک شدن آنها با پاشش آب ، به شمشهای منجمد تبدیل میگردند. در نهایت، به طول مد نظر برش داده میشوند.
مزایای فرایند احیای مستقیم آهن
مقایسه روش تولید اهن اسفنجی به روش احیا مستقیم با روش سنتی، برتری روش احیای مستقیم را نشان میدهد. به عبارت دیگر، احیای مستقیم آهن دارای مزایایی است که به کارگیری آن در واحدهای مختلف صنعتی را با استقبال بیشتری همراه کرده است.
تولید آهن اسفنجی به روش احیا مستقیم در مقایسه با روش سنتی یا کوره بلند، به هزینه سرمایه گذاری کمتری نیاز دارد. در این روش میتوان با صرف هزینهای کمتر، به محصولی با همان ترکیب آهن حاصل از کورههای بلند دست یافت. استفاده از آهن احیا شده در روش احیای مستقیم امکان تولید فولادی با کیفیت و با گرید بهتری را فراهم میکند.
علاوه بر این، محصول خروجی از این روش را میتوان به دو صورت انتقال به کورههای قوس الکتریکی و یا فشرده سازی و تبدیل آن به بریکت مورد فرایند قرار داد. نکته مهم در ارتباط با انتقال آهن احیا شده به کورههای قوس الکتریکی، صرفه جویی در مصرف انرژی است. به عبارت دیگر، با توجه به اهمیت ورود مواد اولیه در این کورهها به صورت پیش گرم شده و در دمای بالا، به دلیل ورود محصولات احیای مستقیم با دمای بالا به داخل این کورهها و حذف مرحله پیشگرم، تا حد قابل توجهی در مصرف انرژی صرفه جویی میشود.
علاوه بر این، مسائل زیست محیطی و کاهش ذخایر زغال کک شو از دیگر مزایایی است که روش احیای مستقیم را مورد توجه قرار داده است. تولید آهن اسفنجی به روش احیا مستقیم به طور معمولی در دمایی حدود 820 درجه سانتیگراد (زیر دمای ذوب آهن) انجام میگیرد. این در حالی است که در کورههای بلند به دلایلی چون ظرفیت گرمایی بالای کک و حل شدن کربن موجود در کک، محولی مذاب با درصد کربن بالا ایجاد میشود که استفاده از آن در صنعت فولادسازی مستلزم مصرف انرژی بالایی است.
جمع بندی
تولید آهن اسفنجی به روش احیا مستقیم را میتوان یکی از پربازده ترین و پرکاربردترین روشها در واحدهای مختلف فولادسازی معرفی کرد. با توجه به مشکلات روشهای سنتی یا همان کورههای بلند در تولید این محصول، روش ذکر شده در صنایع مبتنی بر تولید آهن و فولاد جایگاه بسیار قابل توجهی پیدا کرده است. اهمیت فرایند مستقیم احیای آهن به لحاظ مسائل اقتصادی و زیست محیطی باعث شده است تا سهم عظیمی از آهن اسفنجی در صنعت با استفاده از این متد تولید شود.
اگر تصمیم به راه اندازی خط تولید این مقطع فولادی دارید حتما با کارشناسان ما در رستاپاد در تماس باشید. ما با تجربه چندین دهه در صنعت فولاد میتوانیم پربازده ده خط تولد را برای شما راهاندازی کنیم. پس همین حالا با شمارههای موجود در سایت تماس بگیرید.
https://rastapad.com/wp-content/uploads/2022/09/Production-of-sponge-iron-by-direct-reduction-method-1-1.gif400700کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2022-09-14 11:00:442022-09-14 12:51:09تولید آهن اسفنجی به روش احیا مستقیم؛ بررسی مزایای آن نسبت به روش سنتی
معاونت طرح و برنامه و و پروژه های گروه رستاپاد گفت: برپایی نمایشگاه صنعت سبب توسعه مشارکت و رقابت بین صنعتگران می شود.
سروش میر فندرسکی معاونت طرح و برنامه و و پروژه های گروه رستاپاد با اشاره به برپایی نمایشگاه صنعت در مهر ماه سال جاری اظهار داشت: یکی از اهداف اصلی شرکت رستاپاد از حضور در نمایشگاه صنعت ، ایجاد بازارهای جدید ، حفظ مشتریان قدیمی و جذب مشتریان بالقوه ، افزایش فروش محصولات و ایجاد مذاکره رو در رو با خریداران و همینطور توسعه مشارکت در بخش های مختلف می باشد .
وی با بیان اینکه تهیه بودجه جاری و سرمایه ای شرکت و عملکرد آن به منظور تخصیص بهینه اطلاعات برای جذب کردن و شناسایی مشتریان جدید حائز اهمیت است، افزود: برپایی چنین نمایشگاه هایی سبب قوت و روحیه و همچنین رقابت در صنعت کشور و بین صنعتگران می شود.
معاونت طرح و برنامه و و پروژه های گروه رستاپاد با بیان اینکه ارائه خدمات به مشتریان فعلی در غالب نمایشگاه های داخلی و نمایشگاه های بین المللی و برپایی غرفه و غرفه سازی نمایشگاه سبب توسعه مبادلات کالاها و خدمات و اخذ سفارشات بزرگ در زمان برگزاری نمایشگاه و بعد از آن می شود.
میر فندرسکی با اشاره به اینکه ایجاد رقابت سالم بین واحدهای گوناگون تولیدی و صنعتی و تجاری در نمایشگاههای تخصصی با رویکرد غرفه سازی نمایشگاهی تخصصی سبب دیده شدن و در معرض دید عموم قرار گرفتن درجایگاه های متفاوتی می شود، عنوان کرد: انجام تحقیقات بازاریابی و بررسی بازار و آشنایی با نیروهای علاقهمند و توانمند برای استخدام آنها در شرکت در زمان برپایی نمایشگاه بهترین فرصت برای صنعتگران محسوب می شود.
وی با بیان اینکه ما باید بهترین استفاده را از زمان برپایی تا اختتامیه نمایشگاه داشته باشیم، گفت: بازارهای تجاری و رشد صنعت و تکنولوژی و همچنین آشنایی با افراد ذبده در چنین نمایشگاه هایی صورت می پذیرد و نمایشگاه بین المللی صنعت خود فرصت بسیار خوبی برای استفاده از دانش شرکتهای به نام و همچنین نشان دادن توانمندی های شرکت رستاپاد محسوب می شود.
معاونت طرح و برنامه و و پروژه های گروه رستاپاد ادامه داد:نمایشگاههاى بینالمللى تنها براى نمایش کالاها و انجام مذاکرات تجارى پیرامون آنها برگزار نمىشوند، بلکه اطلاعات گوناگون در زمینه قیمتهاى رقابتى در سطح جهانی، آخرین استانداردهاى کیفی، آخرین پیشرفتهاى صنعتی، دستاوردهاى پژوهش علمى و ایدههاى اقتصادى – تکنولوژى نیز در خلال برگزارى نمایشگاهها مورد تبادل قرار مىگیرند.
https://rastapad.com/wp-content/uploads/2022/09/sorosh_mifendereski_-moavenatTtarh.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-13 11:50:412022-09-14 09:48:51برپایی نمایشگاه صنعت سبب توسعه مشارکت و رقابت بین صنعتگران می شود
ریمیت آهن اسفنجی چیست؟ در یک تعریف ساده میتوان ریمیت آهن اسفنجی را مادهای کلوخه مانند معرفی کرد که پس از ذوب شدن به منظور تولید شمش، میلگرد و اسلب در صنایع فولادسازی مورد استفاده قرار میگیرد. این ماده به عنوان متریال اولیه در بسیاری از صنایع کاربرد دارد. آشنایی بیشتر با کاربردها و روشهای تولید این محصول نیز مباحث مهمی در بررسی این پرسش تعریف میشوند. در این مقاله قصد داریم تا در این موارد توضیحات جامعی را ارائه دهیم.
آهن اسفنجی یک فراورده حاصل از احیای مستقیم سنگ آهن است. به همین دلیل به آن آهن احیای مستقیم نیز گفته میشود. در
خط تولید آهن اسفنجی ضمن حذف اکسیژن، سنگ آهنی با خلوص 67 درصد بدست میآید. این ماده به دلیل داشتن ظاهری متخلخل، با عنوان آهن اسفنجی نامگذاری و شناخته میشود. در حال حاضر آهن اسفنجی به عنوان یک جایگزین مناسب برای ضایعات آهن معرفی میشود. به بیانی دیگر، این محصول بخش عمده ای از مواد اولیه مورد نیاز برای ذوب شدن در واحدهای فولادسازی را تأمین میکند. در عصر حاضر بر لزوم تولید و استفاده از این فراورده به دلایلی چون افزایش قیمت ضایعات آهن، کمبود این ضایعات و کاهش مضرات زیست محیطی در فرایند تولید آن بیش از قبل تأکید میشود.
پاسخ به این پرسش که ریمیت آهن اسفنجی چیست، با توجه به توضیحات ارائه شده فوق دریافت میشود. به عبارت دیگر، ریمیت آهن اسفنجی را به عنوان مادهای گلولهای شکل و متخلخل معرفی میکنند که حاصل احیای مستقیم سنگ آهن است. این محصول نسبت به آهن عیار بالاتری دارد، و به همین دلیل در صنایع فولادسازی کاربرد فراوان تری برای آن تعریف میشود. ریمیت آهن اسفنجی در صنعت فولادسازی به عنوان یک ماده اولیه شناخته میشود و از آن برای تولید انواع شمش آهن، میلگرد و اسلب استفاده میگردد. در صنایع ریخته گری استفاده از این ماده در مقایسه با ضایعات و قراضههای آهن باعث افزایش چشمگیر کیفیت و عیار فولاد تولید شده میشود. ضمن آنکه، فولاد تولید شده استحکام و مقاومت بیشتری هم دارا خواهد بود.
مزایای آهن اسفنجی
مزایای استفاده از ریمیت آهن اسفنجی چیست؟ چرا این محصول در مقایسه با قراضه آهن برای تولید محصولات فولادی اهمیت بیشتری است؟ پاسخ به این سؤال را میتوان در ویژگیهای این محصول جستجو کرد. ریمیت آهن اسفنجی نسبت به قراضه آهن دارای درصد خلوص آهن بالاتری است. در واقع، ناخالصیهای اندک در این محصول باعث شده است تا اکثر کارخانجات ذوب آهن، آن را به عنوان متریال اصلی در تولیدات خود به کار ببرند.
علاوه بر این، این محصول به هنگام ذوب کردن در مقایسه با قراضه آهن، مصرف انرژی و آب کمی دارد و از این حیث نیز استفاده از آن نسبت به قراضه، مقرون به صرفهتر است. همچنین، محصولات نهایی تولید شده با استفاده از ریمیت آهن اسفنجی، کیفیت بالاتری دارند. این ویژگی به محتوای نیتروژن اندک این محصول ارتباط دارد.
معایب آهن اسفنجی
علیرغم مزایای ریمیت آهن اسفنجی، این محصول از معایبی نیز برخوردار است. شاید این پرسش برایتان پیش آید که مهم ترین ویژگی منفی ریمیت آهن اسفنجی چیست؟ پاسخ این پرسش به روند تولید این محصول مربوط میشود. با توجه به اینکه تجهیزات کارخانه گندله سازی و روشهای تولید ریمیت آهن اسفنجی مختلف هستند، خروجی حاصل از هر یک از آنها ترکیب شیمیایی متنوعی دارند. به همین دلیل، ذوب شدن آنها نیز در یک دمای مشابه اتفاق نمیافتد.
از طرف دیگر مراحل زیادی برای تولید این گندله متخلخل پشت سر گذاشته میشود. این در حالی است که قراضه آهن بلافاصله پس از جمع آوری به کوره ذوب ارسال میگردد.
انواع روشهای تولید آهن اسفنجی
انواع روشهای تولید آهن اسفنجی
پس از بررسی این موضوع که ریمیت آهن اسفنجی چیست، آشنایی با روشهای تولید این محصول اهمیت دارد. به طور کلی، دو روش اصلی برای تولید آهن اسفنجی معرفی میشوند:
گاز طبیعی
زغال سنگ
بر مبنای این دو روش، فرایند احیای سنگ آهن انجام میگیرد و در نهایت، آهن اسفنجی تولید میشود. در واحدهای فولادسازی مختلف تولید ریمیت آهن اسفنجی با توجه به دسترسی آنها به هر یک از این منابع صورت میگیرد. فرایند احیا در هر یک از دو روش ذکر شده، عملیات مختلفی را شامل میشود که در ادامه به تفکیک بررسی میکنیم.
تولید ریمیت آهن اسفنجی با گاز طبیعی
فرایند احیای سنگ آهن با گاز طبیعی شامل سه روش اصلی Midrex، Purofer و HYL میشود. هدف نهایی در هر سه روش استخراج آهن اسفنجی جهت تولید فولاد است. اختلاف در بازدهی این روشها باعث شده است تا میزان کارایی آنها با یکدیگر متفاوت باشد. در واحدهای فولادسازی مختلف فرایند تولید آهن اسفنجی به روش میدرکس یا احیای مستقیم سنگ آهن به عنوان کارامدترین روش تولید این محصول شناخته شده است.
· روش Midrex
احیای مستقیم سنگ آهن به روش میدرکس
ممکن است برای شما هم این پرسش مطرح شود که پربازده ترین روش تولید ریمیت آهن اسفنجی چیست؟ در پاسخ باید بیان کرد که روش میدرکس به عنوان یکی از روشهای پربازده و کارامد در تولید ریمیت آهن اسفنجی است. این روش در مقایسه با دو روش دیگر، پر استفاده ترین و کم مصرف ترین روش شناخته میشود. در کشور ما نیز درصد بالایی از آهن اسفنجی به این روش تولید میشود. ویژگی شاخص ریمیت آهن اسفنجی تولید شده به این روش، سختی بیشتر آن است. مراحل انجام روش میدرکس به صورت زیر است:
ورود گاز متان به واحد شکست و تجزیه آن به دو گاز احیاکننده هیدروژن و اکسیژن
دمیده شدن گاز متان تجزیه شده در یک کوره استوانه ای
ورود سنگ آهن به داخل کوره جهت برخورد با متان تجزیه شده
حذف اکسیژن سنگ آهن پس از برخورد با گاز متان
تولید گلولههای متخلخل آهن خالص و پخته و سخت شدن آنها
ترکیب شیمیایی محصول تولید شده به روش میدرکس در جدول زیر ذکر شده است:
درصد موجود در محصول
نوع ترکیب شیمیایی
86%-85.9%
Fe (total)
90%
Fe (metallization)
3.2%-1%
C
0.01%
S
0.1%
P
5.5%
SiO2
1%
Al2O3
1.1%
CaO
2.5%
MgO
جدول 1- ترکیب شیمیایی آهن اسفنجی به روش میدرکس
· روش HYL
از نظر رتبه گذاری روشهای تولید ریمیت آهن اسفنجی، پس از روش میدرکس، روش HYL بیشتر مورد توجه صنایع فولادسازی قرار میگیرد. این پرسش که دلیل اهمیت کمتر این روش در تولید ریمیت آهن اسفنجی چیست، به ویژگیهایی چون مصرف بالای برق و مشکلات ظرفیتی این روش مرتبط است. علاوه بر این، تجهیزات مورد نیاز در روش HYL نسبت به میدرکس پرهزینهتر و مراحل تولید محصول نیز تا حدی پیچیدهتر است. ویژگی ریمیت آهن اسفنجی حاصل از این روش، درصد کربن بیشتر در ترکیب شیمیایی محصول نهایی است. فرایند تولید در این روش شامل دو بخش کلی زیر است:
آماده سازی و تجزیه گاز طبیعی
کوره احیای آهن
تولید ریمیت آهن اسفنجی با زغال سنگ
استفاده از زغال حرارتی برای تولید ریمیت آهن اسفنجی نسبت به گاز طبیعی کمتر کاربرد دارد. یکی از روشهای تولید این محصول با استفاده از منابع زغال سنگ، روش کوره تونلی است که در ظرفیتهای پایین یا مقیاس کوچک تولید مورد استفاده قرار میگیرد. مراحل تولید به این روش عبارتند از:
در اولین مرحله، کنسانترههای آهن توسط دستگاه پرس به شکل استوانه در میآیند.
کنسانترهها وارد قوطیهایی از جنس سرامیک میشوند.
سپس، ترکیبی از آهک و زغال سنگ در قوطیهای سرامیکی ریخته میشود.
پس از قرار دادن قوطیها روی یکدیگر و ورود آنها به کورههای تونلی، کنسانترهها به آهن اسفنجی تبدیل میشوند.
مزیتهای روش کوره تونلی در تولید ریمیت آهن اسفنجی چیست؟
برخی ویژگیهای مثبت روش احیای سنگ آهن در کورههای تونلی باعث شده است تا این روش جهت تولید ریمیت آهن اسفنجی مورد استفاده قرار گیرد. از مهم ترین این ویژگیها میتوان به موارد زیر اشاره کرد:
کیفیت بالای محصول تولیدی به این روش
صرفه جویی در مصرف آب و انرژیهای طبیعی
فرایند آسان تولید
امکان استفاده در کارگاهها و واحدهای کوچک تولید
هزینه سرمایه گذاری پایین این روش
عملیات تولید آهن اسفنجی در ایران
تولید آهن اسفنجی در کشور ما سابقه تقریبی 12 ساله دارد. برای اولین بار در سال 89 تولید این محصول در یکی از کارخانههای القایی شهر یزد انجام شد. به دنبال آن، کارخانههای زیادی به تولید و استفاده از این محصول روی آوردند. با توجه به دسترسی منابع طبیعی در ایران جهت احیای مستقیم و معرفی این محصول به عنوان جایگزین مناسب قراضههای آهن، در حال حاضر در بسیاری از واحدهای تولید فولاد کشور روشهای تولید آهن اسفنجی مورد استفاده قرار میگیرند. به طوری که پس از کشور هند، ایران به عنوان یکی از بزرگ ترین تولیدکنندگان این محصول در جهان معرفی میشود. از مهم ترین کارخانههای تولیدکننده در کشور میتوان به فولاد هرمزگان، فولاد مبارکه اصفهان و فولاد گل گهر و فولاد اردکان اشاره کرد.
خرید آهن اسفنجی
برای خرید آهن اسفنجی توصیه میشود محصولی با خلوص و کیفیت بالا را تهیه کنید. به این منظور باید با توجه به نوع کاربرد، بهترین کارخانجات تولیدکننده را مد نظر قرار دهید و برای خرید محصول مناسب خود اقدام کنید. قیمت اهن اسفنجی و ریمیت آن با توجه به فاکتورهایی چون قیمت فلز آهن، کارخانه تولیدکننده، روش تولید و قیمت ارز میتواند متفاوت باشد. به همین دلیل بهتر است پیش از ثبت درخواست خرید خود، قیمت روز این محصول را از منابع معتبر استعلام بگیرید.
جمع بندی
در این مقاله با بیان این پرسش که ریمیت آهن اسفنجی چیست، توضیحاتی درباره این محصول و کاربردها و روشهای تولید آن ارائه دادیم. با توجه به کیفیت بالای فولاد تولید شده با استفاده از این محصول و حداقل بودن خطرات زیست محیطی فرایند تولید آن، در حال حاضر این محصول میتواند به عنوان یک متریال اولیه پربازده در صنعت فولادسازی مورد استفاده قرار گیرد. ضمن آنکه به دلیل مقاومت بالای آن میتواند جایگزین مناسبی برای ضایعات یا قراضه آهن محسوب شود.
شرکت مهندسی فن اوران رستاپاد با تأمین تمامی دستگاههای مورد نیاز برای راه اندازی کارخانه تولید آهن اسفنجی در جهت پاسخ به نیاز صنعتگران و فعالین حوزه صنایع فولادی فعالیت میکند. شما عزیزان میتوانید برای مشاوره و تامین تجهیزات از بهترین تولیدکنندگان داخلی و خارجی با شماره تلفنهای موجود در سایت تماس بگیرید. متخصصین ما تمام وقت آمده پاسخگویی به شما هستند.
https://rastapad.com/wp-content/uploads/2022/09/What-is-remit-sponge-iron-1.gif400700کارشناس سئوhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngکارشناس سئو2022-09-13 11:00:192022-09-27 12:08:38ریمیت آهن اسفنجی چیست؟ بررسی جامع و کاربرد آن
یک عضو اتاق بازرگانی گفت: حل مشکلات موجود در تجارت،معادن و صنایع معدنی کشور ادغام یا تفکیک نیست بلکه اداره کشور است.
به گزارش رستاپاد بهرام شکوری با اشاره به تفکیک وزارت صنعت و معدن از تجارت و بازرگانی و تعیین وزیر برای وزارت بازرگانی اظهار داشت: تفکیک و جداشدن هایی که اخیرا مطرح شده مستلزم هزینه و صرف مخارج زیاد است و باید هزینه زیادی برای جداسازی دو وزارتخانه اختصاص داده شود تا این طرح به اجرا در آید.
وی جداسازی این دو وزارتخانه را صوری خواند و افزود: ممکن است این دو وزارتخانه فقط بطور اسمی از یکدیگر جدا شوند زیرا زمانی که موضوع ادغام این دو نیز مطرح شد ادغامی صورت نگرفت بلکه فقط نهادهای اداری تجمیع شدند.
این عضو اتاق بازرگانی تصریح کرد: تصمیم به ادغام دو وزارتخانه ، تصمیمی اشتباه بود و در حال حاضر تصمیم به تفکیک نیز کار اشتباهی است زیرا وقتی وزارت صمت تجمیع شد نه تنها هزینه ها کاهشی نداشت و حجم نظام اداری دو وزارتخانه کوچکتر نشد بلکه دامنه بوروکراسی وسیع تر شد.
شکوری با اشاره به مطالعات کارشناسی درباره ادغام و یا تفکیک وزارتخانه ها در کشورهای مختلف گفت: در مطالعات مرتبط مشاهده شد در برخی کشورها این سه وزارتخانه در قالب یک وزارتخانه توانسته بودند موفق عمل کنند و در کشورهای دیگر هم که جدا بودند ان کشورها موفق بودند که می توان نتیجه گرفت موفقیت وزارتخانه ربطی به تفکیک و ادغام ندارد بلکه به مدیریت و اداره این نهادها و وزارتخانه ها مربوط می شود.
وی بیان کرد: سیاستگذاری ها و اداره امور اگر غلط و ناصحیح باشد تفکیک و ادغام اشتباهی قابل تامل است زیرا زمانی که وزارت بازرگانی جدا بود ، مشکلات زیادی وجود داشت و بعد هم که تجمیع شد بازهم مشکلات وجود داشت و در حال حاضر نیز تصمیم به جداسازی آن گرفته شده است بازهم مشکلاتی زیادی وجود دارد.
https://rastapad.com/wp-content/uploads/2022/09/tolid-4.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-12 15:47:232022-09-14 10:32:08رویکرد درستی در زمینه تولید نداریم
مدیر عامل شرکت مهندسی فن آوران رستاپاد گفت: رسالت اصلی نمایشگاه های بین المللی تقویت و بهبود سیستم توزیع است.
مهدی کلبی خانی مدیرعامل شرکت مهندسی رستاپاد با اشاره به برگزاری نمایشگاه صنعت در مهر ماه سال جاری اظهار داشت: دستیابی به رشد اقتصادی پایدار و توسعه همه جانبه، نیازمند پیروی از الگوهای مناسب توسعه اقتصادی است.
وی افزود: در کشور ایران برای رهایی از وابستگی به نفت سیاست جایگزینی صادرات غیرنفتی جهت تامین ارز مورد نیاز کشور یعنی صنایع داخلی را تشویق به تولید کاالهای وارداتی و صدور کاالها به دیگرکشورها، بیش از هر زمان دیگری مورد توجه قرار گرفته است.
مدیرعامل شرکت مهندسی رستاپاد با بیان اینکه در این زمینه هر آن چه که بتواند به توسعه صادرات غیرنفتی کمک کند می بایست مدنظر سیاستگذاران، برنامه ریزان و فعاالن اقتصادی قرار گیرد، عنوان کرد: یکی از ابزارهای مهم برای رونق بخشیدن به صادرات و انجام فعالیت موثر در تبلیغات و بازاریابی کاالها و خدمات، نمایشگاه ها هستند.
کلبی خانی با اشاره به اینکه رسالت اصلی نمایشگاه های بین المللی تقویت و بهبود سیستم توزیع است،گفت: برخی برپایی نمایشگاهها را صرفا جهت دسترسی مستقیم به مصرف کننده نهایی می دانند.
وی عنوان کرد: نمایشگاه ها، نمایش های سازمان یافت ای از آثار هنری، علمی، یا صنعتی هستند که علاقهی مردم را بر می انگیزند.
مدیرعامل شرکت مهندسی رستاپاد با اشاره به اینکه جایگاه نمایشگاه به عنوان یک صنعت اشتغال زا و تأثیر گذار در توسعه کشور به شمار می رود، عنوان کرد: در مهر ماه سال جاری بیست و دومین نمایشگاه صنعت در محل نمایشگاههای بین المللی تهران برگزار می شود که می توان محل مناسبی برای تبادل اطلاعات و همچنین بررسی بازارهای داخلی و خارجی در حوزه صنعت باشد.
https://rastapad.com/wp-content/uploads/2022/09/mahdi_kolbikhani_midir_amel.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-12 15:39:052022-09-27 12:15:25رسالت اصلی نمایشگاه های بین المللی تقویت و بهبود سیستم توزیع است
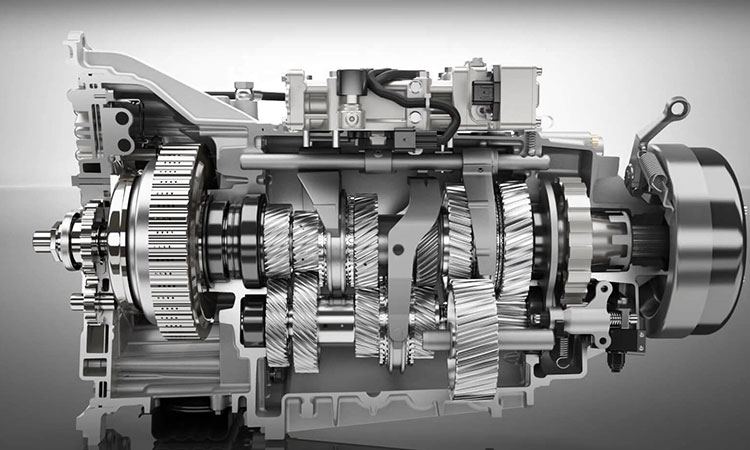
گیربکس وسیلهای مکانیکی برای افزایش دادن گشتاور خروجی موتور و تغییر سرعت آن است. یک سر گیربکس به محور موتور متصل شده و به وسیله پیکربندی چرخ دندهها، سرعت و گشتاور خروجی معین میشود. برای شروع حرکت هر نوع موتور، اعم از موتورهای خودرو و موتورهای صنعتی، باید دستگاه از حالت استراحت به شتاب برسد و این امر نیازمند ایجاد گشتاور در موتور است. فرمول محاسبه گشتاور خروجی گیربکس صنعتی یک فرمول پیچیدهای نیست و شما با استفاده از این فرمول میتوانید میزان گشتاور خروجی گیربکسهای صنعتی را پیدا کنید. اگر نمیدانید گشتاور در گیربکس چیست و چه کاری انجام میدهد این مطلب را تا انتها مطالعه کنید چرا که در این بخش ما قصد داریم شما را با ماهیت گشتاور گیربکس آشنا کرده و فرمول محاسبه گشتاور خروجی گیربکس صنعتی را به شما ارائه کنیم. با در دست داشتن این فرمول میتوانید انتخاب درستی از گیربکس داشته باشید.
گشتاور در واقع نیرویی است که میتواند موجب چرخیدن جسمی در طول یک محور شود. همان گونه که نیروها موجب سرعت دادن به اجسام سینماتیک خواهند شد، گشتاور هم موجب میشود تا اجسام شتاب زاویهای داشته باشند. به طور کلی گشتاور کمیت برداری بوده و جهت بردار آن به جهت نیروها در طول محور بستگی دارد. اگر بخواهیم یک تعریف عمومی از گشتاور ارائه کنیم، باید بگوییم که گشتاور به نیرویی گفته می شود که به جسم وارد میشود، این جسم باید از محل نیرو فاصله داشته باشد، حال این فاصله ممکن است یک میکرو متر یا حتی یک میلیونوم متر باشد.
واحدهای اندازهگیری گشتاور نیوتون بر متر مربع است و محاسبه نیروی آن پوند بر فوت میباشد. این واحدها از ضرب نمودن طول در نیرو به دست میآیند. در فرمول محاسبه گشتاور خروجی گیربکس صنعتی نیز از این واحدهای اندازه گیری استفاده می شود که این واحدها همگی نشان دهنده مقدار نیروی چرخشی وارد شده است. برای درک بهتر از مفهوم گشتاور پیش از ارائه فرمول محاسبه گشتاور خروجی گیربکس صنعتی باز و بسته شدن لولای دربها را در نظر بگیرید، نیرویی که موجب چرخیدن محور لولا میشود، گشتاور است. با در نظر داشتن این مثال کاملاً ملموس معنی گشتاور را به خوبی درک کرده اید. زمانی که در را باز میکنید، از قسمت لولا به کنارههای آن فشار وارد میشود تا با نیروی کافی در باز شود. اما زمانی که از دستگیره برای این کار استفاده میکنید، درب را با کمترین میزان نیرو باز میکنید. اگرچه که در هر دو روش در باز میشود، اما افراد اغلب ترجیح میدهند تا با نیروی کمتری این کار را انجام دهند که این نیروی کمتر همان دستگیره است. گشتاور در موتور نیز همین نقش را ایفا میکند.
چند مدل گشتاور داریم؟
پیش از معرفی فرمول محاسبه گشتاور خروجی گیربکس صنعتی خوب است با گشتاورها نیز آشنا شوید. گشتاور میتواند پویا یا استاتیک باشد. اگر فردی به درب بسته فشار وارد میکند، گشتاور ایستایی در درب ایجاد کرده است چرا که با وجود این نیروی وارد شده، درب در دور لولاها به طور کامل نمیچرخد. یا زمانی که با سرعت ثابت روی دوچرخه رکاب میزنید، در حال وارد کردن گشتاور ایستایی هستید، چرا که شتابی به وسیله وارد نکردهاید. اما اگر به هر موتوری شتاب وارد کنید، بدین معنی است که گشتاور پویا در آن وسیله تولید کردهاید.
فرمول محاسبه گشتاور خروجی گیربکس صنعتی
محاسبۀ محدودۀ مطلوب سرعت و گشتاور در موتور بر اساس کاربردی که دارند، ممکن است مشکل به نظر برسد اما به طور کلی بر اساس نوع بار و اندازه موتور میتوان این محدوده را تعیین کرد. گشتاور خروجی در گیربکسهای صنعتی دغدغه بزرگ بسیاری از افراد است. محاسبه گشتاور در گیربکسهای مختلف صنعتی مثل گیربکس حلزونی یا خورشیدی به طور یکسان انجام میشود. با دانستن فرمول محاسبه گشتاور خروجی گیربکس صنعتی میتوانید این مقدار را در گیربکسهای مختلف محاسبه کنید. چنانچه بخواهیم گشتاور نیرو را به طور کلی اندازه بگیریم، باید میزان نیرویی که به جسم وارد میشود را به دست آوریم. برای این کار باید مولفههای فرمول محاسبه گشتاور خروجی گیربکس صنعتی را بشناسید:
گشتاور: T
نیرو: F
طول بازو: D
برای محاسبه گشتاور کافی است نیروی محرکه را در مقدار فاصله ضرب کنید. منظور از فاصله شعاع قرقره است. تصور کنید نیرو با وزن 50 کیلوگرم و شعاع 10 سانتی متر است، با ضرب این دو عدد میتوان نتیجه گرفت که میزان گشتاور 500 کیلوگرم سانتی متر بوده، یا با توجه به اینکه هر نیوتون معادل ده کیلوگرم سانتی متر است، گشتاور معادل 50 نیوتون متر میشود. توجه داشته باشید که بالاترین و حداکثر میزان گشتاور الکتروموتورها یا موتورهای احتراقی در دورهای پایین ایجاد خواهند شد چرا که در این دورها اصطکاک بسیار کمتری وجود دارد. برای اینکه میزان گشتاور را در موتورهای الکتریکی به دست آوریم میتوانیم از روش ذیل استفاده کنیم:
Kw × 9550 ÷ rpm = n.m
بنابراین نتیجه میگیریم که موتورهایی که دور پایین و قدرت برابر دارند، گشتاور بالایی تولید نمیکنند. لازم به ذکر است که گشتاور میتواند امکان حرکت در نوردهای صنعتی و نوار نقالهها را بدهد.
افزایش یا کاهش گشتاور چیست؟
حال که با فرمول محاسبه گشتاور خروجی گیربکس صنعتی آشنا شدید و طریقه به دست آوردن میزان گشتاور را در گیربکسهای صنعتی را دانستید، خوب است بدانید بعضی اوقات، ممکن است نیاز به زیاد کردن یا کم کردن میزان گشتاور داشته باشید، برای این کار آنچه که در این بخش گفته میشود را با دقت مطالعه کنید.
شما میتوانید طول اهرم را نسبت به نیرویی که به جسم وارد میکنید، زیاد یا کم کنید. در مثال لولای در، این کار با فشار دادن درب از بخش کناری لولا و همچنین دستگیره در اتفاق میافتد. به همین ترتیب، گشتاوری که به وسیله یک موتور تولید میشود نیز میتواند توسط چرخ دندهها کاهش یا افزایش یابد. علاوه بر این، چرخ دنده میتواند برای عملکرد بهتر در وسایل تنظیم شوند. چرخ دندهها قابلیت تنظیم شدن را دارند تا گشتاور کافی را در دورهای چرخش موتور ایجاد کنند.
جمع بندی فرمول محاسبه گشتاور خروجی
این روزها نام گیربکس را در کسب و کارهای مختلف به وفور شنیدهاید. وظیفه اصلی این دستگاه پرکاربرد انتقال قدرت است. در گیربکسهای صنعتی گشتاور و سرعت به همدیگر تبدیل میشوند، به عبارت دیگر در این گیربکسها با کاهش دادن سرعت خروجی، گشتاور خروجی بیشتر شده و با افزایش آن گشتاور نیز کم میشود. دستگاههای زیادی هستند که میتوانند توان مورد نیاز در گیربکسها را تامین کنند. مثلاً موتورهای دیزلی، موتورهای گازسوز، موتورهای بنزینی، الکترو موتورها، توربینهای گازی، موتورهای جت و توربینهای بخار که در آنها از گیربکس صنعتی استفاده میشوند. با دانستن فرمول محاسبه گشتاور خروجی گیربکس صنعتی میتوان میزان گشتاور خروجی را در این وسیله به دست آورد.
اگر به دنبال خرید گیربکس صنعتی هستید همین حالا با شماره 33183-026 تماس بگیرید. مشاوران شرکت مهندسی نوآوران رستاپاد شما را در خرید بهترین وسیله راهنمایی می کنند. منتظر شما در رستاپاد هستیم.
شرکت مهندسی فن آوران رستاپاد با بیش از بیست سال فعالیت مدیران و متخصصان از سال 1377 در صنایع کشور، تأسیس و در حال فعالیت است.
این شرکت با داشتن رزومه بسیار قوی از مهندسین و متخصصین صنایع معدنی و فولادی کشور پاسخگوی نیاز روزافزون صنعت کشور و ارائه راه حل های نوین و مطابق با استانداردهای جهانی، اقدام به هم آوری مجموعه ای از شرکت های با توان فنی و مالی بالا در قالب کنسرسیوم و جذب متخصصان کار آمد توانسته است نقش خود را در اجرای پروژه های صنعتی به نحو مطلوب و با کیفیت متمایز ایفا نماید.
شرکت مهندسی فن آوران رستاپاد در حوزه مهندسی مکانیک، مهندسی عمران، خدمات بازرگانی و نمایندگی فروش در ایران،خدمات ساخت، نمونه سازی و تولید، مهندسی برق و اتوماسیون خدمات مهندسی مشاوره، نظارت و مدیریت پروژ اجرای پروژه به صورت EPc فعالیت می کند.
متخصصان شرکت مهندسی فن آوران رستاپاد بر این باورند که برپایی نمایشگاه های صنعتی سبب تبادل اطلاعات بین شرکا و رقبای آنها و همچنین هموار شدن تبادلات خارجی و ورود به بازار جهانی است.
این نمایشگاه از 9 تا 12 مهر ماه سال جاری در محل نمایشگاه بین المللی تهران در سالن 38B برگزار می شود.
https://rastapad.com/wp-content/uploads/2022/09/namayeshgah.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-11 13:40:122022-10-30 05:36:47حضور شرکت مهندسی فن آوران رستاپاد در نمایشگاه بین المللی صنعت
یک فعال حوزه فولاد، گفت: با احیای برجام، مشکلات قانونی و بینالمللی از سر راه صادرات محصولات فولادی برطرف میشود.
به گزارش رستاپاد ناصر ملکزاد درباره تاثیرات احیای برجام بر بازار محصولات فولادی اظهار داشت: به دلیل اینکه فروش محصولات فولادی در دو بخش داخلی و بینالمللی صورت میگیرد با احیای برجام میتوان یکسری مسائل قانونی و حقوقی بینالمللی را حل کرد.
وی در خصوص موانع صادراتی که از سوی دولت اعمال شده افزود: به عنوان مثال، اگر محصولات فولادی کارخانه برای معامله در بورس کالا عرضه نشود، مجوز صادرات از سوی دولت نیز اعطا نمی شود.
این فعال اقتصادی با بیان اینکه متقاضیان خارجی حاضرند شمش را از ایران خریداری و برای تولید این محصولات نیز سرمایهگذاری کنند گفت: یک قسمتی از تقاضاکنندگان بینالمللی را به دلیل عدم امکان جابهجایی مبالغ محصولات از دست دادیم اما با احیای برجام میتواند بخشی از مشکلات را برطرف کند اما درصورتی که قوانین داخلی نیز اصلاح نشود، مانند برجام ۲۰۱۵، دستاورد آن چنانی برای کشور و به ویژه صنعت فولاد به دست نمیآید.
رئیس انجمن زمینشناسی اقتصادی ایران گفت: معادن از مهمترین ظرفیتهای اشتغال و امنیت پایدار در شرق کشور به شمارمی رود.
به گزارش رستاپاد محمد حسن کریمپور رئیس انجمن زمینشناسی اقتصادی ایران اظهار داشت: با توجه به خشکسالی حدود ۲۰ سال گذشته و کمبود بارش و نزولات جوی و محدودیتهای توسعه در بخش کشاورزی، میتوان از قابلیتها و ظرفیتهای غنی معدنی در شرق کشور با برنامهریزی صحیح و اصولی به عنوان عامل مهم برای توسعه و رونق اقتصادی این منطقه بهره گرفت.
وی افزود: از این میان گناباد با برخورداری از ذخایر غنی معدنی از مناطق بسیار مستعد در این زمینه به شمار میرود که با توسعه سرمایهگذاری در زمینههای اکتشاف، استخراج و فرآوری مواد معدنی میتوان گامهای موثری برای رشد و توسعه و رونق اقتصادی منطقه برداشت.
رئیس انجمن زمینشناسی اقتصادی ایران عنوان کرد: انجمن زمینشناسی اقتصادی ایران از سال ۱۳۸۹ تاکنون با برگزاری ۱۴ همایش زمینشناسی اقتصادی در تلاش است تا رویدادهای علمی، پایان نامهها و تحقیقات دانشگاهها و مراکز آموزش عالی و مراکز تحقیقاتی در زمینه زمین شناسی و اکتشافات و استخراج مواد معدنی و علوم مرتبط را به صورت هدفمند و متناسب با نیازهای روز جامعه و تقاضا محوری جهتدهی کند.
وی ادامه داد: با استقرار دولت سیزدهم، نقش اقتصاد معدنی در اقتصاد کلان کشورمان پر رنگ تر شد و امید میرود با تداوم حرکتها و اقدامات بهویژه در بهروزرسانی سیاستهای بخش، روانسازی سرمایهگذاریها و توسعه ناوگان معدنی، در مسیر معدنکاری نوین گام برداریم.
کرم پور ادامه داد: اگر نوسازی ناوگان معدنی در سالهای گذشته به صورت منظم انجام میشد، امروز شاهد این شرایط نامطلوب در این حوزه مواجه نبودیم، اما امروز تامین ماشینآلات در قالب طرحی جامع از سوی وزارت صمت دیده شده که قابل تقدیر است.
https://rastapad.com/wp-content/uploads/2022/09/ظرفیت-معادن.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-10 13:15:042022-09-14 10:13:30معادن ظرفیت مهم اشتغال در شرق کشور است
نوار نقاله، جزء ابزارآلاتی است که کاربرد بسیار زیادی در صنعت دارد. اما نحوه عملکرد این دستگاه دارای فرآیند پیچیدهای است. نوار نقاله در حین کار دارای نیروهای فراوانی است. از جمله این نیروها، نیروی کشش موثر در نوار نقاله است. اما در این مقاله به برخی موارد موثر در این نیروها اشاره میشود. از جمله:
نیروهای موثر در کمربند
انواع نیرو
اجزا موثر در معادلات کشش نوار نقاله
تعریف کلی نوار نقاله
همهی روشهای محاسباتی که برای نوار نقاله ها قابل اجرا هستند در این پست معرفی میشود. این روشها عموما بدون محدودیت در طول و یا سایر مشخصات اعمال خواهند شد. اغلب این روشهای جهانی با استفاده از درک ویژگیهای منابع حاصل از تلفات انرژی طراحی شده و برای اجزاء سازههای استاندارد اعمال میشوند. اما دو پارامتر اصلی قابل اعتماد و کاربردی برای این روش سرعت و کشش است. با این اوصاف روشهای یونیورسال به دلیل پوشش گسترده از مزایای بیشتری نسبت به روشهای پایه و استاندارد برخوردار هستند.
به طور کلی نوار نقالی جزء ابزارآلاتی است که وظیفه حمل و انتقال را بر عهده دارند. معمولا این دستگاه به دو صورت عمل انتقال را انجام میدهند :
افقی و مستقیم
شیبدار و با ارتفاع
تمامی نوار نقاله ها توانایی حمل بار به صورت افقی و عمودی را دارا هستند. اما هر نوعی از نوار نقاله ها دارای توانی معین برای این جابهجایی بار است. برای تعیین این توان باید میزان حرکت نقاله در زمان کشش را در راستای خطی در نظر گرفته و با مقدار انرژی بالابر مقایسه نماید.
تعریف کلی بارهای بی اثر یا مرده
به وزن عناصر که بر روی کل سازه تاثیرگذار هستند، بار مرده یا بی اثر گفته میشود. تمامی سازه هایی که در قسمت پشتیبانی نوار نقاله قرار دارند، جز بارهای مرده محسوب میشوند. این اجزا شامل نردهها، راهروها، تسمه ها و هرزگرد ها میشود. با اندازهگیری مقاومت بارهای بالابر نده، میتوان از تاثیر بارهای مرده در نوار نقاله چشم پوشی کرد. در نهایت با ترکیب بارهای مرده و بارهای زنده میتوان میزان تحمل بار توسط نوار نقاله را پیش بینی کرد.
عواملی که در اندازهگیری توان حمل بار نوار نقاله تاثیرگذار هستند
لولهها و سیستم لوله کشی: باید در طراحی لولههای افقی و مجراها دقت کافی اعمال گردد. زیرا مواردی که از این لولهها عبور میکنند در کل سازه تاثیر دارند.
اندازه گیری بارهای ریخته شده: در زمان کار امکان خروج و نشت مواد وجود دارد. قطعا این مواد در مجراهایی در کل سازه انباشته میشود. به همین دلیل حدالامکان از این نشتی باید جلوگیری کرد.
بارهای موجود در راهروها: در تمامی سیستمهای تسمه نقاله، راهروها یی برای تعمیرات تعبیه شده است. این راهروها از نظر طول و عرض یکسان هستند.
بارهای ناشی از کشش کمربند: تسمه نقاله به صورت مداری حلقوی و از جنس الاستیک طراحی شدهاست. نیروهایی که بر روی تسمه وجود دارند، باعث ایجاد نیروی لازم برای حرکت تسمه در جهت قرقره میشود.
نیروهای موثر در کمربند نوار نقاله
نیروهای موثر کشش نوار نقاله در کمربند را به صورت زیر دستهبندی میکنند.
کاری که توسط نیروهای خارجی بر روی تسمه اعمال میگردد.
نیروهای داخلی که با تغییر سرعت در ارتباط هستند.
کشش داخلی یکنواخت
اما در این قسمت به اولین مورد از روشهای یونیورسال اشاره میشود.
کار نیروهای خارجی
این مورد اغلب با سرعت ثابت قابل محاسبه است. محاسباتی که به صورت موازی با محاسبات CEMA در ارتباط هستند، جزء موارد پایه و استاندارد محسوب میشوند. این روش محدودیت کمتری نسبت به سایر روشها دارد. جالب است بدانید که اکثریت موارد به جز موارد مربوط به مقاومت اصلی در هر سه روش مشترک هستند.
نیروهای داخلی
در این روش، اغلب نیروهای تسمه زمانی اعمال میشوند که روش اول قابلیت اجرایی نداشته باشد.
کشش داخلی یکنواخت
این روش معمولا توسط خود طراح بر روی پروژه عملی میشود. از این نوع روش محاسباتی برای همهی نیروهای کششی نوار نقاله ها میتوان استفاده کرد. اما اکثریت نوار نقالهها در این روش هیچ محدودیتی نسبت به طول و سایر مشخصات ندارند. این روش نوین برای درک بهتر ویژگی های بارز تلفات انرژی طراحی شده و بر روی اجزاء و سازههای استاندارد اعمال میگردد.
اما تنها پارامترهای کاربردی و قابل اجرا برای محدودیتهای معمولی پارامتر سرعت و کشش است. از مزایای استفاده از روشهای یونیورسال میتوان به دامنهی بسیار گسترده آن نسبت به سایر روشهای پایه و استاندارد نیز اشاره کرد.
نیروهای موجود در کمربند نوار نقاله
نیروهای موجود در کمربند را به صورت زیر میتوان دسته بندی کرد:
نیرویی کششی که از طریق منابع خارجی بر روی تسمه اعمال میگردد.
نیروهای داخلی که با تغییرات سرعت در ارتباط هستند.
نیروی کشش نوار نقاله داخلی یکنواخت
در این قسمت برای شناخت بیشتر روشهای یونیورسال، به دسته اول از نیروهای داخلی اشاره میشود. این نیروها اغلب از طریق منابع خارجی و با سرعت ثابت اعمال میشوند. محاسباتی که به صورت موازی و همزمان با روش CEMA اجرا شده، جزء روشهای پایه و استاندارد است. در این روش حداقل محدودیت برای از آن در محاسبات وجود دارد. با توجه به مسائل گفته شده تمام موارد به جز گزینههای مربوط به مقاومت در هر سه روش یکسان هستند.
نیروهای داخلی که تحت تاثیر نیروی سرعت هستند، زمانی محاسبه خواهند شد که نیروی ناشی از منابع خارجی نامتعادل باشد.
دسته سوم اغلب توسط خود طراح دخالت داده میشود. این نیروها معمولا به صورت یکسان در اطراف تسمه و به عنوان نیروی کشش وجود دارند.
نیروهایی با کشش داخلی یکسان در نوار نقاله
اما نیروی داخلی تحت تاثیر سرعت و کشش داخلی یکنواخت جزء تنشهایی هستند که توسط خود طراح اعمال شده و محاسبه میشوند. دقت اسمی که برای این روش در نظر گرفته شده 10+/-% است. همچنین اعداد و ارقامی که به صورت پیش فرض بیان شده کاملا با ملاحظه بودهاست. به همین دلیل استفاده از این معادلات توسط مهندسی بی تجربه نیز خطرآفرین نخواهد بود. لازم به ذکر است که تمام موارد پر خطر عملیاتی مانند اندازه ترمز و یا فاکتورهای ایمنی اضافی برای سراشیبی ها به عنوان Rr باید ذکر شوند.
این موارد میتواند از میزان تلفات در حین عملیات تا حدودی بکاهد. اما مهندس نوار نقاله CEMA با تجربه کافی در عرصه طراحی میتواند با استفاده از مقادیر و فاکتورهای اصلی طراحی را آغاز کند. در این موارد طراح با استفاده از روشهای جهانی به نتایجی در محدوده هدف 10%+-110% دست پیدا کند. اما در روش یونیورسال پارامترهای مهم جهت طراحی و انجام معادلات تجربی بر اساس تعیین کمیت برای میزان تلفات انرژی و محاسبه افت تنش ارائه میشود.
اجزا موثر در معادلات نیروی کشش نوار نقاله
در فهرست زیر به تعدادی از اجزاء و موارد قابل استفاده در معادلات اشاره شده است:
مهندسی CEMA مسطح، 20، 30 و 45 درجه با طول برابر 3 رول فضای آزاد
نهایت سرعت تسمه 1500 فوت بر دقیقه
دمای مناسب اجرای عملیات بیشتر از 25- درجه فارنهایت تا 120 درجه فارنهایت
دارای مواد اولیه مناسب برای پوشش معمولی تسمه و SBR
ساختار چندگانه با لایههای مستحکم شده دارای ضخامت مناسب برای تسمه
حداکثر پهنای مناسب برای تسمه برابر با 96 اینچ است.
حداکثر فاصله چرخشی برابر با 10 فوت است.
جریان رهایی مواد با حداکثر زاویه استراحت 45 درجه
این روش محاسبات بیشتر به یکی از روشهای قدیمی اشاره دارد. زیرا در این روش میتوان تمامی تلفات اجزاء و مقاومت نهایی منابع مختلف را در برابر حرکت نهایی محاسبه نمود.
از تفاوت بزرگ این روش با سایر روشها میتوان به تمرکز ویژه بر روی نقاله های طولانی و پیچیده با دقت بالا در محاسبات مقاومتی اشاره کرد.
مسئله اصطکاک کمربند نقاله
زمانیکه جسم و تسمه نقاله هر دو در حالت ثابت قرار دارند، ممکن است اصطکاک ایستا و یا غیر ایستایی بوجود آید. در این حالت تغییر حالت جسم تعیین کننده وضعیت خواهد بود.
ممکن است وجود نیروی جاذبه به برقراری تعادل نیز کمک نماید. در این زمان برای برقراری تعادل دو نیرو وجود خواهد داشت. یکی نیروی خود جسم و دیگری نیروی اصطکاک ایستایی که از سمت راست و به صورت افقی و با اندازه f=ma به جسم وارد خواهد شد.
در حالت سوم نیرو به صورت عمودی وارد شده و از سمت چپ نیروی اصطکاک ورود کرده، این نوع ترکیب و تعادل در نیروها باعث حرکت جسم روبه جلو خواهد شد.
بارهای انبساطی موثر در ظرفیت حمل بار چگونه عمل میکنند؟
اغلب برای نگهداری تسمه نقاله از سازههای فولادی و یا بتنی بر روی سازه ی اصلی استفاده میکنند. این اجسام میتوانند سازه را با سرعت ¾ اینچ در هر 100 فوت منبسط و منقبض نماید. اگر تمامی حرکات حرارتی کنترل شوند، نیروهایی موثر در سازه ایجاد خواهد شد. این نیروها شامل نیروی طول، چرخشی و یا حرکت عناصر است. اغلب از نیروهای انبساطی برای برقراری تعادل در کل سازه استفاده میشود.
جمع بندی
شما هم اگر قصد دارید برای کارخانه و یا مرکز تولیدی خود نوار نقاله تهیه کنید و نیاز به اطلاعات بیشتری دارید، میتوانید به سایت خبری رستاپاد مراجعه کرده و از اطلاعات بروز بهرهمند شوید.
یک فعال حوزه فولاد میگوید قیمتگذاری فعلی محصولات فولادی در بورس کالا را نادرست است، به همین دلیل تولیدکنندگان نیز مقدار عرضه تناژهای خود را کاهش دادهاند.
به گزارش رستاپاد رضا تربتی یک فعال حوزه فولاد در ارتباط با وضعیت فرمول قیمتگذاری محصولات فولادی در بورس کالا اظهار داشت: فرمول قیمتگذاری فعلی محصولات فولادی در بورس کالا، از سوی تولیدکنندگان مورد استقبال قرار نگرفته است.
به همین دلیل، مقدار تناژ معقولی از محصولات فولادی علیالخصوص گندله، کنسانتره و شمش در بورس کالا عرضه نمیشود.
وی افزود: این واکنش تولیدکنندگان، نشان از عدم همخوانی قیمت محصولات در بورس کالا با قیمت تمام شده و حتی حاشیه سود محصولات تولیدی دارد. در این زمینه بهتر است که تغییر تصمیمگیری از جانب وزارت صمت انجام شود.
تربتی با بیان اینکه در حال حاضر هماهنگی بین اجزای زنجیره محصولات فولادی وجود ندارد، گفت: باید همه اجزای زنجیره محصولات فولادی با هماهنگی هم اصلاح شود.
نمیتوان سنگ آهن دولتی در ابتدای زنجیره را با قیمت گزافی به فروش رساند و پس از آن، انتظار تعادل در زنجیره محصولات فولادی را داشت.
وی گفت: این چالشها نیز از طریق سازوکارهای بورس کالا یا تغییر فرمول قیمتگذاری و کدالی قابل رفع است. از سوی دیگر، قصد دارند که بازار داخلی را به عنوان یک فلز پایه کنترل شود که این اقدام عملی نیست.
https://rastapad.com/wp-content/uploads/2022/09/folad.jpg600800تیم تحریریه رستاپادhttps://rastapad.com/wp-content/uploads/2021/12/Rastapad_logo2.pngتیم تحریریه رستاپاد2022-09-07 10:30:282022-09-14 10:17:06قیمت محصولات فولادی در بورس کالا پایین است